
Sådan bukkes et aluminiumsrør

Under bygge- eller renoveringsarbejde er det ofte nødvendigt at bøje røret. Nogle gange er denne procedure simpelthen nødvendig ved installation eller reparation af et vandforsyningssystem, gulvvarme eller et vandvarmesystem. Selvfølgelig kan du købe allerede bøjede rørstykker, men prisen på aluminiumrør, der allerede er bøjet, er høj, derfor bliver det nødvendigt at bøje dig selv.
Indhold:
Rørbøjning koncept
Hvordan bøjer aluminiumrøret? I dit hjem eller på landet kan der ligge en rørbøjler – et specielt værktøj, som du kan give røret den nødvendige form. Hvis der ikke findes et sådant værktøj, skal du kigge efter andre metoder, der også bruges derhjemme. Men lad os først forstå det grundlæggende ved at bøje metalrør..
I dag er bøjede rørmetalkonstruktioner meget udbredt i byggeindustrien. Bøjning giver dig mulighed for at få produkter i den ønskede form og nødvendige dimensioner. Proceduren er bøjning af lige tyndvæggede rør i en bestemt vinkel og udføres ved at komprimere det indre og strække metalets ydre lag.
Samtidig strækkes og forlænges de ydre lag, mens de indre lag komprimeres og forkortes. Langs længden forbliver kun det neutrale lag uændret, som ligger i midten for symmetriske produkter, i lige afstand fra alle sider, og for asymmetriske produkter passerer det gennem tyngdepunktet.

Når der ikke bukkes rør, anvendes svejsning og andre sammenføjningsmetoder, som virker direkte på metalstrukturen uden at reducere produktets holdbarhed og styrke. Fremstilling af metalkonstruktioner fra bøjede rør gør det muligt at reducere antallet af støbte elementer og gevindforbindelser. Den buede form tillader vand, gas og andre stoffer let at passere gennem rørene. Derudover vil det vise sig at give en mere pålidelig tætning af rør, hvilket på den mest positive måde påvirker produktets levetid..
Bøjning af rør er en ret kompliceret teknologisk proces, fordi metal deformeres under bøjning. Men hvis metallet ikke er bøjet korrekt, kan der forekomme talrige mikrosprækker, hvorfor metalstrukturerne bliver meget mindre holdbare og pålidelige. Brugen af bøjede elementer i konstruktionen er meget vigtig, da proceduren til bøjning af rør gør det muligt at producere stive metalkonstruktioner, der kendetegnes ved høje ergonomiske egenskaber og et attraktivt udseende..
Ved hjælp af bøjningsmetoden kan du få pålidelige tagrender, hegnsektioner, tagryg, rækværk, bøjninger og dekorative elementer af høj kvalitet, der bruges til konstruktion af en lang række objekter. Manuel bøjning af rør udføres i varm og kold tilstand ved hjælp af specielle enheder. For at forhindre dannelse af folder ved bøjningspunkter og sektionens ovalitet udføres proceduren ved hjælp af fyldstoffer: olie, fint tørt sand og andre let aftagelige stoffer.

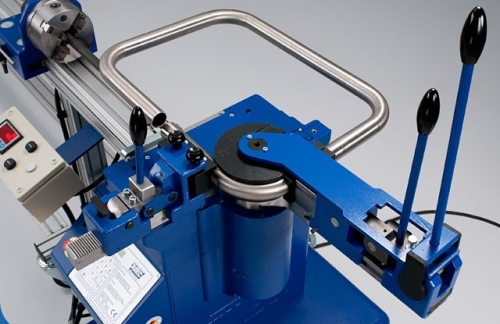
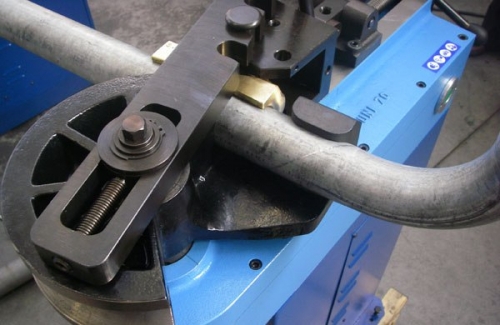
Rør, der har en diameter på op til 20 millimeter, bøjes i kold tilstand på en manuel rørbøjning, som fastgøres til et arbejdsbord ved hjælp af en plade og et nav. En stationær rulle med en klemme er placeret på navets akse, som er fastgjort i en beslag med et håndtag. Det er sædvanligt at indsætte et rør, der skal bukkes mellem to ruller på en sådan måde, at dets ende kommer ind i klemmen. Drej derefter beslaget rundt om den stationære skabelonrulle med håndtaget, indtil røret bøjer til den ønskede vinkel.
Varmbøjning af rør bruges normalt til rør, der har en diameter på mere end 100 millimeter. Ved bukning af rør med fyldstof udsættes produktet foreløbigt for glødning, markeret, den ene ende lukkes med en prop. Derefter fyldes røret med fint tørt sand, som sigtes gennem en sigte med celler på cirka 2 millimeter, og komprimeres ved at trykke på produktet. Ved opvarmning sintres finere sand og brænder på rørvæggene. Efter at have fyldt røret med komprimeret sand, er den anden ende af røret tilstoppet med en træprop, der har huller til udgang af gasser, der dannes, når sandet opvarmes inde i røret.
Det er sædvanligt at opvarme røret med en blæserbrænder eller ved hjælp af en gasbrænderflamme, indtil der dannes en kirsebærrød farve. Ved overophedning afkøles røret til samme farve. Bøjning anbefales med én opvarmning, fordi metallet forringes ved genopvarmning. Overophedning af individuelle rørpartier må ikke tillades.
Grundlæggende om fleksion
Et bøjet segment er et segment, der har en eller flere bøjede grene. Bøjning i et plan har følgende typer – skud, ruller, bøjninger og hæfteklammer. En bøjning er en del, der er bøjet i en vinkel på 45, 60, 90 og 135 grader. Det bruges ofte, når rørledningen drejes. Her skal du vide, at jo større krumningsradius for bøjningen er, jo glattere er selve bøjningen..
En del, der har to bøjede dele i en vinkel på 135 grader, kaldes et skud. Mængden af indrykning i konstruktionen kaldes overhæng. Sådanne dele er meget udbredt, når den del, der skal tilsluttes rørledningen, ikke ligger på den samme overflade som røret. Anden kan også være nyttig, når man undgår forhindringer..

En hæfteklammer er et stykke med tre foldede dele. Som regel er den centrale vinkel 90 grader, og de ekstreme er 135 grader. En sådan del bruges normalt, når man omgår et andet rør..
En del, der har form som en almindelig halvcirkel, kaldes en rulle. Det kan erstatte to bøjninger. Også en rulle bruges ofte til at forbinde to varmeenheder, som er placeret over hinanden, når de tilsluttes enheder..
Hvert rør har en konveks ydre overflade, så efter bøjning kan metallet strække sig og rørvæggene tynde. Husk også på, at metallet vil krympe på den konkave del af bøjningen. Den mest upålidelige del af røret er sømmen, så den skal placeres i et lag mellem de konvekse og konkave linjer på rørets ydre overflade..
Det betyder, at det plan, der passerer gennem sømmen og røraksen, skal være vinkelret på bøjningsoverfladen. Aluminiumsrør med en diameter på 15 og 20 millimeter skal have en minimum bøjningsradius – ikke mindre end to gange rørets ydre diameter og med en diameter på mere end 25 millimeter – ikke mindre end tre gange den ydre diameter.
Rørbøjningsanordninger
For at vælge den rigtige rørbøjningsanordning skal du have en vis forståelse for selve bøjningsprocessen og dens problemområder. Du bør også tage højde for de specifikke opgaver, som udstyret skal klare..
Ved behandling af alle slags rør står specialister ofte over for vanskeligheder, for eksempel med forekomsten af ridser eller andre defekter på overfladen, med brud på tynde vægge eller strækning af røret, udfladning af et cirkulært snit samt stramning eller bølgede sektions udseende indeni. For at undgå dannelse af defekter skal du vælge det rigtige værktøj.
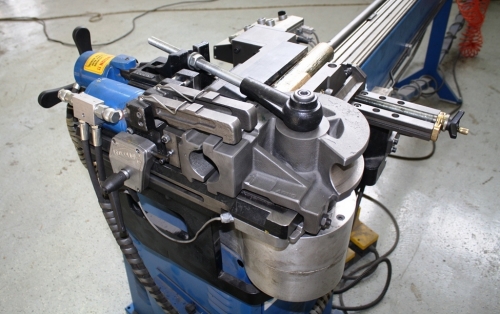
I den moderne verden er der mange forskellige bøjningsmuligheder og værktøjer, som vi skal håndtere. Normalt bøjes rør i en skruestik, i en speciel rørklemme eller andre hjemmelavede værktøjer. Til bøjning af aluminiumsrør kan du bruge forskellige typer rørbøjere, specielle maskiner eller planparallelle plader. Oftest bruges rørbøjere, som er meget populære inden for byggefeltet..
De kan have en universel effekt eller speciel for en bestemt type rør, som har specifikke dimensioner og stof. Som regel købes udstyr straks til bestemte rørdiametre, så værktøjet kan tjene i meget lang tid og pålideligt. I dag er markedet fuld af forskellige typer rørbøjere og specialmaskiner, så valget af det rigtige udstyr er ganske enkelt..
Desuden kan du selv lave værktøjet eller bøje aluminiumsrør uden hjælp af specialudstyr. Rørbøjere er normalt inddelt i tre kategorier – manuel, halvautomatisk og hydraulisk. Hver af dem har sit eget funktionsprincip. Manuelle rørbøjere er designet til letbøjning af metaller, der har små diametre og vægge.
Hydrauliske værktøjsmaskiner bruges permanent, de er mere kraftfulde og pålidelige. Halvautomatiske rørbøjere kan endda bøje rør fra begge sider på samme tid. Et sådant værktøj er udstyret med øget pålidelighed og produktivitet, det bruges ofte til rør med store diametre og tykke vægge..
Ved enhver bøjningsmetode skal du huske, at røret kun måles efter bøjning. Måling af røret før bøjningsprocessen kaldes det forberedende trin. Der er også specialværktøjer til skæring, behandling af rørender og dens overflade, sjældnere bruges perforering, kalibrering og hydroformning af rør..
Bøjningsmetoder af aluminiumsrør
Forskellige metoder kan bruges til at bøje forskellige rør, uanset prisen på aluminiumsrør. Hovedmetoderne er skubbukning, rullebøjning, rullebøjning og trykbøjning. I dette tilfælde kan forskelligt udstyr bruges..
Trykbøjning
Pushbøjning bruges til at producere blide bøjninger som buer, buer osv. En lignende metode er udstyret med en begrænsning af minimumsradius for den resulterende krumning, som skal være lig med fem til seks diametre af røret, der skubbes mellem rullerne, hvoraf den ene udfører en afbøjningsfunktion.

Ud fra vippevalsens position kan du bestemme krumningen af den resulterende buede sektion. Skubbukning er mindre præcis end andre metoder, så det er ofte nødvendigt at udføre testbøjninger for at bestemme de mekaniske egenskaber ved et bestemt metal. Denne metode bruges ofte til rør med tynde vægge op til 100 millimeter i diameter..
Større rør bøjes ved at rulle. Ofte bruges skubbukning til at lave dekorative genstande såsom gelænder, møbler, interiør, hegn og lignende. Typisk eksisterer denne metode som en separat funktion i rørbøjningsmaskiner..
Bøjning ved at rulle
Rullebøjning realiseres i trevalsede rørbøjere. Foldningsprocessen udføres ved at rulle emnet mellem tre ruller. Alle ruller drives og bevæger emnet. Rollernes position gør det muligt at bestemme den resulterende bøjningskurve.

Denne metode har endnu lavere nøjagtighed, men en vigtig fordel er muligheden for genanvendelig rullning, som giver dig mulighed for gradvist at nærme dig den nødvendige form af produktet. Rullebøjning kræver visse færdigheder. Denne fremgangsmåde vil være meget praktisk, når du bøjer emner, der har et stort tværsnit..
Rollback -bøjning
Ved tilbageløbningsbøjning rulles røret rundt om en rulle med en fast diameter ved hjælp af en ekstern kraft. Til dette bruges en bevægelig rulle eller en bevægelig stang. Røret bør ikke fastgøres nogen steder. Denne metode kan bruges i et stort antal rørbøjningsmaskiner..

Rullebøjning finder sted uden en dorn. Derfor bruges denne fremgangsmåde normalt ikke med små radier for at undgå komprimering af røret. Generelt bør den mindste bøjningsradius være 2,5 eller mere. Røret bør heller ikke have strenge krav til ovalitet på bøjningspunkterne..
Trykbøjning
Trykbøjning indebærer brug af en presse med dyser af en bestemt form. I dette tilfælde skal røret tage en given form under påvirkning af eksternt tryk. Men denne metode er udstyret med eksterne begrænsninger, som er forbundet med de høje omkostninger ved forme og spredningen af emnets fjederegenskaber..

Bøjning ved trykmetoden bruges, når røret ud over bøjning skal undergå nogle andre ændringer, for eksempel en let udfladning. Denne metode bruges ofte i manuelle bøjningskonstruktioner, der har en bøjet form til en bestemt rørradius og et rent matricedrev, der presser røret mod det..
I stedet for en ekstern kraft kan du bruge en intern, som udføres ved hydroforming. For at gøre dette skal metallet placeres i formen, og væsken skal tilføres inden for under et højt tryk, som kan presse røret mod formens vægge. Denne metode er meget nøjagtig, men dyr..
Bøjning af et aluminiumsrør derhjemme
At bøje et aluminiumsrør er ikke så let som at forbinde aluminiumsrør, men det er ganske muligt at gøre det. Der er mange teknikker til at bøje metalrør. Ved bøjning af et kobberrør skal det først fyldes med sand for at undgå revner og andre ukorrekte deformationer. Takket være sandet bevares sektionens cirkulære form, selv ved bøjning. Men kobber er et hårdt metal, men aluminium er meget blødere..

Anbefalinger til bøjningsprocessen
Når det er bøjet, har aluminium en tendens til at strække sig og krympe, og derfor kan røret revne eller knække ved bøjningen. Men dette resultat kan forhindres. Hvis du anvender nogle enkle teknikker, kan du gøre et godt stykke arbejde med opgaven..
Nu ved du, hvordan du bøjer et aluminiumrør. At vælge den rigtige armatur eller bøjningsmetode er ret ligetil, men du skal huske på diameteren og materialet på røret, der skal bukkes. Hvis du bruger den forkerte bøjningsmetode, kan resultatet blive meget trist: du risikerer at ødelægge røret og bryde værktøjet. Vi håber, at ovenstående metoder hjælper dig med at vælge den mest egnede løsning og udfører kompetent bøjning af aluminiumsrøret..