
DIY argon hegesztés

Rozsdamentes acél, réz, titán, alumínium, bronz, egyéb színesfémek és ötvözött acélok – mindezek olyan fémek, alkatrészek, amelyekből egyszerűen nem lehet összehegeszteni. De a mindennapi életben különböző helyzetek vannak: rozsdamentes acélcsöveket kell hegeszteni, majd alumíniumból készült autóalkatrészeket, vagy csak le kell hegeszteni egy leesett lábat egy bronzszoborból. A fenti fémek speciális megközelítést igényelnek – argon -ívhegesztést, amelynek munkája nem olcsó, ha nem egészen “harap”, ha szakembertől rendel. Felmerül tehát a kérdés a tulajdonosoktól, hogy lehetséges -e saját maga megcsinálni argonnal, és mi szükséges ehhez. Ha még soha nem főzött semmit, akkor kategorikusan ne kezdje el a színesfémek hegesztését, ez fájdalmasan fáradságos és bonyolult folyamat, amelyet a szakember bizonyos készségei és tapasztalatai alapján számolnak. De ha van tapasztalata a hagyományos ívhegesztésben, és magabiztos a képességeiben, akkor a cikkből származó információk az Ön számára.
Argonhegesztés: technológia és általános elvek
Az argon ívhegesztés az elektromos (ív) és a gázhegesztés hibridje. Hasonló az elektromos hegesztés technológiájához abban az értelemben, hogy elektromos ívet használnak, és a gázt használó gázhoz és egy hegesztő hasonló munkájához.
Az elektromos ív fűtési forrásként szolgál, ő olvadja meg a fém széleit, ennek köszönhetően hegesztés történik.
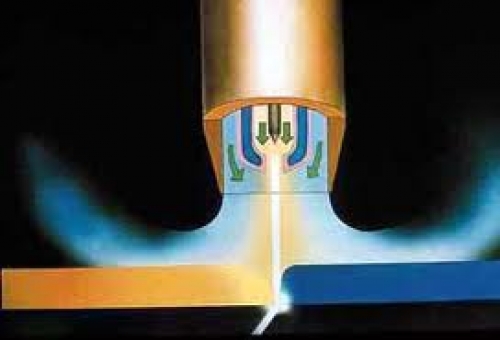
De miért van szükség argongázra? A helyzet az, hogy hegesztés közben a színesfémek és az ötvözött acélok oxidálódnak, amikor kölcsönhatásba lépnek az oxigénnel, vagy negatívan befolyásolják őket a levegőben lévő egyéb szennyeződések, emiatt a varrat törékeny, buborékokkal teli, és például az alumínium általában oxigénben ég. A fém védelmére a különböző szennyeződések és gázok hatásaitól inert gáz argont használnak. Ez a gáz 38% -kal nehezebb a levegőnél, ezért könnyen és gyorsan kiszorítja az oxigént a hegesztési zónából, és megbízhatóan elkülöníti a munkafürdőt a légkör minden befolyásától. 20 másodperccel az ívgyújtás előtt el kell kezdeni a gázellátást a hegesztési zónába, és 7-10 másodperccel a munka befejezése után le kell állítani. Az argon gyakorlatilag nem reagál a hegesztett fémmel és más gázokkal az ívégetési tartományban, ezért inertnek nevezik. De van egy bizonyos árnyalat is: fordított polaritású hegesztéskor az elektronok könnyen elválaszthatók az argonatomoktól, ami miatt az egész argonközeg elektromosan vezető plazmává alakul.
Az argonhegesztés mind fogyó, mind nem fogyasztható elektródával elvégezhető; ez utóbbi volfrám elektródát használ, mivel ez az anyag rendkívül tűzálló. A volfrámból készülnek lámpák szálai. Az elektróda átmérője és anyaga teljesen függ az ötvözött fémektől, ezek a mutatók könnyen megtalálhatók a referenciakönyvekben.
Háromféle argonhegesztés létezik:
- A RAD kézi argonhegesztés nem fogyasztható elektródával.
- AMA – automatikus argon ívhegesztés nem fogyasztható elektródával.
- AADP – automatikus argon ívhegesztés fogyóelektródával.
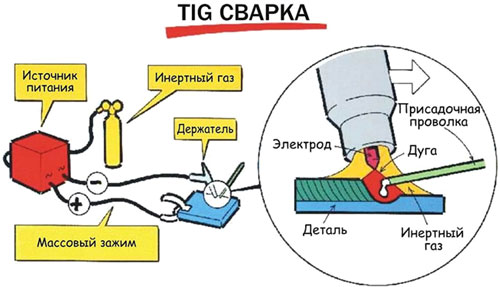
Ha komplett argon -wolfram hegesztőgépet keres, akkor keresse a TIG gépeket (Volfram -inert gáz (hegesztés)). Így jelölik ki a volfrámhegesztést inert gáz környezetben..
TIG hegesztési technológia

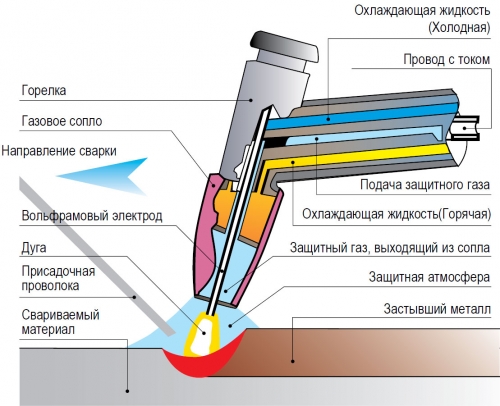
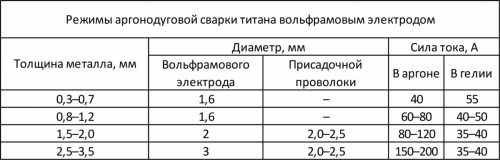
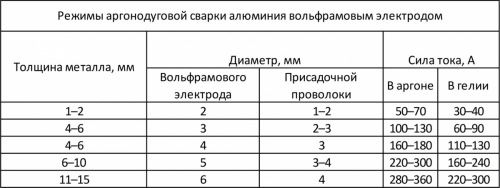
Mi az argon hegesztőpisztoly? A szíve az nem fogyó volfrám elektróda, amelynek csak 2 – 5 mm -rel kell túlnyúlnia az égőtesten, nem több. Az elektróda átmérőjét a táblázatok szerint választják ki, a hegesztendő anyagok paraméterei alapján. Az égő belsejében van egy tartó, amelybe tetszőleges átmérőjű elektródát helyezhet és rögzíthet.

Tegye fel az elektróda körül kerámia fúvóka, gáz jön belőle argon hegesztés közben.
A hegesztéshez szükségünk van töltőhuzal ugyanabból az anyagból készült, mint a hegesztendő alkatrészek, átmérőjét a táblázatok szerint választják ki.
Vegye figyelembe a kézi argonhegesztés működési elvét, amikor mind a pisztoly, mind a töltőhuzal a hegesztő kezében van.
A munka megkezdése előtt a hegesztendő alkatrészek felületét meg kell tisztítani oxidoktól, szennyeződésektől és zsírtól. Ez történhet mechanikusan vagy vegyileg..
Mindenekelőtt az úgynevezett “tömeget” szállítják a hegesztendő munkadarabhoz, mint a hagyományos ívhegesztéshez. Ha az alkatrészek túl kicsiek, vasalható munkaasztalra vagy kádra adagolható. A töltőhuzal nem tartozik az elektromos áramkörbe, külön kell táplálni.
A hegesztő jobb kezével vegye be a fáklyát, baljával a töltőhuzalt. Az égőnek rendelkeznie kell egy áram- és gázellátó gombbal, 20 másodperccel előre kapcsolja be a gázellátást. Az áramerősséget a hegesztendő anyagoktól függően választják ki, vagy személyes tapasztalatból, próba és hiba útján. A fáklyát az elektródával a lehető legközelebb engedjük a hegesztendő fémek felületéhez, az ideális távolság 2 mm. Elektromos ív keletkezik az elektróda hegye és a fém között, megolvasztja a hegesztendő alkatrészek széleit és a töltőhuzalt.
Hogyan történik az argonhegesztés: fotó – példa.


Fontos! A nem fogyasztható volfrám elektródát a lehető legrövidebb ív létrehozása érdekében a lehető legközelebb kell tartani a hegesztendő fémek felületéhez. Minél nagyobb az ív, annál kisebb a fém behatolása, és annál szélesebb és kevésbé esztétikus a varrat. Nagy ív esetén a feszültség nő, és a varrat minősége romlik..
Ha a fáklyát lassan, a keresztirányú mozgás nélkül, a varrat mentén haladja át, a hegesztőnek fokozatosan kell betáplálnia a töltőhuzalt. A kapott varrás minősége és pontossága a mester készségétől függ..
Fontos! Az éles töltőhuzal -előtolás fémfröccsenést eredményez. Ezért simán és óvatosan kell felszolgálni, ami csak gyakorlással érhető el. A legjobb, ha a töltőhuzalt a hegesztendő felülethez képest szögben kell elhelyezni a pisztoly előtt, anélkül, hogy oldalirányú mozgást végezne. Ez egyenletes és keskeny varrást biztosít..
Kérjük, vegye figyelembe, hogy az ívgyújtás nem fogyóeszközű elektródával történő hegesztés során nem történhet meg a hegesztendő felület megérintésével. És itt vannak az okok:
- Az argon nagy ionizációs potenciálja nem teszi lehetővé a hegesztendő felületek és az elektróda közötti rés jó ionizálását az érintésből származó szikra miatt. Fogyasztható elektródával történő hegesztéskor némileg más a helyzet: miután az elektróda hozzáér a hegesztési zóna felületéhez, vasgőzök jelennek meg, amelyek ionizációs potenciálja jóval (2,5 -szer) alacsonyabb, mint az argoné, ez lehetővé teszi a meggyulladást az ív.
- Ha az elektróda hozzáér a hegesztendő fémek felületéhez, piszkos lesz..
Az ív meggyújtásához, amikor argonnal hegesztünk nem fogyasztható volfrám elektródával, oszcillátort használunk, amely párhuzamosan van csatlakoztatva az áramforrással.
Oszcillátor nagyfrekvenciás nagyfeszültségű impulzusokat juttat az elektródához, ami miatt az ívrés ionizálódik. Ha a hálózatban a frekvencia általában 55 Hz, és a feszültség 220 V, akkor az oszcillátor átalakítja őket, és 2000 – 6000 V feszültséget szolgáltat 150 – 500 kHz frekvenciával. Ez megkönnyíti az elektróda meggyújtását.
Mi szükséges az argonhegesztéshez
Az argon ívhegesztéshez a szokásos ívhegesztő gépek nem elegendőek, de frissíthető vagy kiegészíthető más szükséges elemekkel. Gondoljuk át, mire van szükségünk argon atmoszférában történő hegesztéshez:
Ennek a rendszernek minden eleme megvásárolható a piacon, és saját kezűleg összeállítható, házi argonhegesztést kap, ráadásul a rendszer sokat javítható, ha rendelkezik megfelelő ismeretekkel.

A készülékeket is FOGÓCSKAJÁTÉK kész készletként vásárolható meg, hozzájuk gázpalackot, égőt, földelést és gombokat csatlakoztathat az égő és a gázellátás vezérléséhez. Az ilyen eszközök ára 250 USD -tól kezdődik..
Különféle argonhegesztési módok
A fémek jobb hegesztéséhez szükséges a megfelelő hegesztési mód kiválasztása.
Polaritás és áram iránya a hegesztendő fémek tulajdonságai alapján kell kiválasztani. Az alapacélokat és ötvözeteket egyenárammal hegesztik, közvetlen polaritással. Az alumíniumot, berilliumot, magnéziumot és más színesfémeket legjobb fordított polaritással vagy váltakozó árammal hegeszteni, ez hozzájárul az oxidfilm gyorsabb megsemmisítéséhez. Az egyenáramú hegesztés során az anódon és a katódon egyenlőtlen hőleadás történik: 70% az anódon és 30% a katódon. Az elektróda hevítésének minimálisra csökkentése és a termék jó olvasztása érdekében használja a közvetlen polaritást.
Fontos! Váltóáramú hegesztéskor az oszcillátor az ív meggyújtása után stabilizátor üzemmódba lép. Az ívrés deionizációjának megakadályozása a polaritás megfordítása során és a stabil ívégetés biztosítása érdekében az oszcillátor a polaritás megfordításának pillanatában impulzust ad az ívnek..
Hegesztőáram a hegesztendő fémek tulajdonságaitól és az alkatrészek méretétől, valamint az elektródáktól függően kerül kiválasztásra. Kiválaszthatja az aktuális erősséget a referencia -irodalom táblázataiból, vagy kísérletileg is.
Argon fogyasztás közvetlenül függ az előtolástól és a fúvó légáramok sebességétől. Ha a hegesztés huzat nélküli beltérben történik, akkor a fogyasztás minimális lesz. Az erős oldalszélben végzett hegesztési munkákhoz meg kell növelni az elektróda és az anyag közötti távolságot, mivel a légáram argonot hordozhat, és a fémfelületek védtelenek lesznek. Ilyen esetekben finom (hálós) fúvókákat használnak finom hálóval..
Az argon mellett időnként a gázkeveréket is hozzáadják oxigén, körülbelül 3-5%. Az Argon nem képes védeni a nedvességtől, szennyeződéstől és egyéb adalékanyagoktól, amelyek a hegesztendő alkatrészek felületén megjelenhetnek a fémolvasztás során. Az oxigén viszont káros szennyeződésekkel reagál, aminek következtében vagy kiégnek, vagy a keletkező vegyületek a hegesztőmedencében a felszínre úsznak. Az oxigén használata jó módszer a hegesztés porozitásának leküzdésére.
Az alumínium hegesztés jellemzői
Az alumínium hevítésekor tűzálló film jelenik meg a felületén. Fordított polaritású hegesztés vagy váltakozó áramú áramforrás használata esetén ez a fólia tönkremehet. Amikor az alumínium alkatrész pozitív töltésű, fordított polaritású hegesztés során az argonionok bombázzák az alumínium felületét, és elpusztítják az oxidfóliát. Ebben az esetben az argon már nem csak védőgáz, hanem elektromosan vezető plazma, amely egyszerűsíti és javítja a hegesztést..
A váltakozó áramú hegesztés során hasonló folyamat történik, amikor az alumínium alkatrész a katód..
A rézhegesztés jellemzői
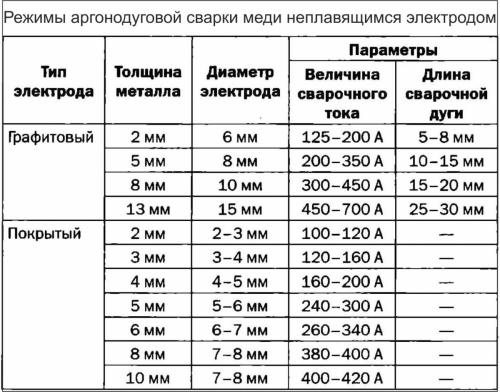
A réz könnyen reagál az oxigénnel, és réz -oxidot képez. Ez ahhoz vezet, hogy a varrat nem egységes és nem elég erős. Még nagyobb probléma, hogy a keletkező réz -oxid a levegőben lévő hidrogénnel kölcsönhatásba lépve vízgőzt képez, amely hajlamos kiszökni, és pórusokat képez a varratban. Ezért kötelező a hegesztett terület argon védelme..
Argon ívhegesztés: előnyök és hátrányok
Mint minden eljárásnak, az argonhegesztésnek is megvannak az előnyei és hátrányai, amelyek a technológiához és a használt eszközökhöz kapcsolódnak..
Az előnyök a következők:
- A hegesztett varrat védelme argonnal a környezeti hatásoktól. Ez erős kapcsolatot biztosít pórusok és szennyeződések nélkül..
- A fém kissé felmelegszik, a fűtési terület nagyon kicsi, így könnyen hegesztheti az összetett kialakítású munkadarabokat, nem félve alakjuk megváltoztatásától.
- Képesség más módon nem hegeszthető fémek és ötvözetek hegesztésére.
- Viszonylag gyors munka, köszönhetően a magas hőmérsékletű ívnek.
Hátrányok:
- Meglehetősen bonyolult berendezés, amely pontos beállítást igényel.
- A hegesztés viszonylagos összetettsége, tapasztalatot és szakértelmet igényel.
Az argonhegesztés jó, mert kiváló minőségű varratot biztosít azonos behatolási mélységgel. Ez nagyon fontos olyan vékony fémek hegesztésekor, amelyek csak egy oldalsó hozzáféréssel rendelkeznek, például nem forgatható tompacsöveknél. Egyébként kis vastagságú színesfémek hegesztésekor a töltőhuzal kihagyható..