
Horganyzás otthon
A fémből készült termékek legszörnyűbb betegsége a korrózió, amely fokozatosan elpusztítja őket. Hogyan lehet leküzdeni ezt a betegséget? Ennek egyik módja az, hogy az érintett területet jelentős mennyiségű cinket tartalmazó masszával borítják be: tartalmának aránya elérheti a 95%-ot. A fém cinkbevonat létrehozásának folyamata egyáltalán nem bonyolult, és nem igényel hatalmas pénzügyi költségeket..
Tartalom:
A korrózióvédelem szükségessége
Minden fémnek védőbevonatot kell létrehoznia a rozsda, a korrózió és más káros hatások ellen, amelyek tönkretehetik a terméket. A fémmegmunkálás különböző technológiáinak köszönhetően nem nehéz megvédeni a fémfelületet és meghosszabbítani a termék élettartamát..
A világ gyakorlatában a cinkbevonatokat leggyakrabban fémbevonatokból használják. A fémtermékek cinkbevonatainak előnyben részesítésének fő okai az alacsony cinkár és a horganyzás költsége, valamint az, hogy agresszív közegeknek kitéve a vasnál elektronegatívabb potenciál áll rendelkezésre..
Fém horganyzás (horganyzás) – a fém felületének cink bevonása, amely törékenysége és minimális keménységi szintje miatt minden terméket megbízható védelemmel lát el. A bevonat oxidrétege elég erős, a cink aktívabb anyag, mint a vas, ezért jelentősen lassítja a korróziót.
A cink gyorsabban reagál a korrózióval, mint az alapfémréteghez, így az alkatrész sértetlen marad. És amíg legalább egy darab cink marad a terméken, a körülötte lévő vas nem rozsdásodik. Még akkor is, ha a cinkbevonat sérült, vagy bizonyos helyeken hiányzik, védő tulajdonságai megmaradnak.
Így a cinkbevonatok olyan védők szerepét töltik be, amelyeket “bekennek” a védett rész felületére. A fém horganyzását elsősorban speciális gyártóberendezések segítségével végzik, különböző módszerekkel. Ezenkívül otthoni horganyzást is lehet végezni..
Horganyzási módszerek
A cinkbevonat fémtermékre történő felhordását az alábbi módszerek egyikén hajtják végre: tűzihorganyzás, hidegfestés, galvanizálás, gáz-termikus cink permetezés és termikus diffúziós horganyzás. Szokás az alkatrészek bevonásának módszerét a későbbi felhasználás körülményeitől és a futófelület kívánt tulajdonságaitól függően választani. Egy termékben többféle bevonat használható.
Függetlenül a horganyzási módszer megválasztásától, a kiváló minőségű eredmény elérése érdekében fontos a cinkbevonat megfelelő vastagságának kiválasztása, az eljárás idejétől és hőmérsékletétől függően. Emlékeztetni kell arra is, hogy a horganyzott fémtermékeket nem szabad mechanikai igénybevételnek kitenni..
Horganyzott
A cinkbevonatok, amelyeket tűzihorganyzási eljárással hoznak létre, a cinkgyártás volumenét tekintve a második helyet foglalják el, és ma az egyik legjobbak a tartósság és a minőség tekintetében. Bár vannak környezetvédelmi problémák, amelyeket a cinkolvadék jelenléte és a kémiai felület -előkészítési technika okoz..
A fém tűzihorganyzásának technológiája két szakaszból áll: felület előkészítés és közvetlen fémhorganyzás. A felület előkészítése a tűzihorganyzás előtt a következő műveletek egymás utáni elvégzéséből áll: a felület zsírtalanítása horganyzáshoz, a fémfelület maratása, a fém mosása és folyósítása, valamint a felület szárítása.
Az előkészítés minden szakaszának végighaladása után szárítsa meg a terméket. A cink felhordása speciális berendezésekkel történik a tűzihorganyzáshoz és a száraz előkészített termék forró cinkfürdőbe merítéséhez. Fe-Zn ötvözet képződik az alkatrész felületén, amely védi a korróziót.
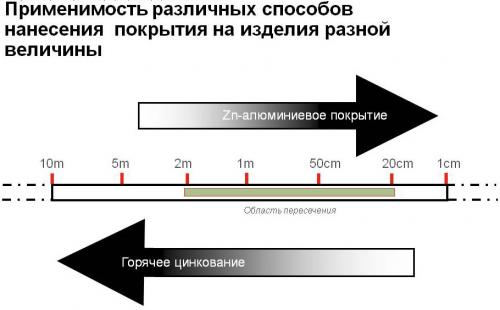
Ennek a módszernek az a hátránya, hogy a fémmegmunkáláshoz használt fürdők mérete gyakran korlátozott, és nem képesek lehetőséget adni a kívánt szerkezet feldolgozására. Bár egy modern fürdőkád könnyedén illeszkedik az állványokhoz, a világítóoszlopokhoz és az elektromos vezeték oszlopaihoz.
Hidegen horganyzott
Az utóbbi években széles körben elterjedt a fém hideghorganyzásának módszere fémtermékek nagy cinkpor -tartalmú alapozóval történő festésével. A kész cinkbevonat 89-93%-ot tartalmaz. A módszert a magas gyárthatóság és a könnyű megvalósítás jellemzi. A permetezett cinket a felületre szokásos festékként viszik fel – henger vagy ecset segítségével. Erre a célra permetezőgépeket is használhat, amelyek csökkentik a horganyzáshoz szükséges időt, és lehetővé teszik a legtávolabbi helyek elérését..
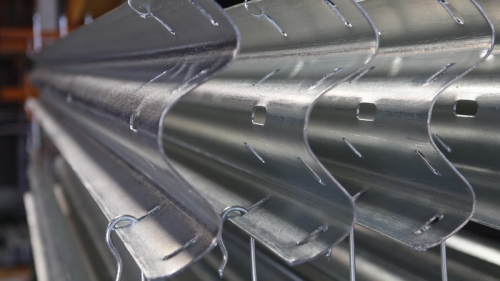
Ezt a módszert nagyon hatékonynak tartják olyan szerkezeteknél, amelyeket más módon nem lehet feldolgozni – például rögzített csövekhez, távvezetékek megerősítéséhez, vasúti sínek elemeihez, olajszerelvényekhez, közúti kerítésekhez, bútorszerelvényekhez és egyéb rögzített álló tárgyakhoz..
Az eljárás hatékonynak tekinthető a korábban horganyzott felületek javítására..
Az acél hideghorganyzását széles hőmérséklet -tartományban végzik, és a bevonat rugalmas, ellenáll a mechanikai deformációnak és a hőtágulásnak.
A hideg horganyzás élettartama 3-4-szer meghaladhatja a melegen horganyzott üzemidőt. A technika hátrányai közé tartozik a mechanikai igénybevétellel szembeni alacsony ellenállás és a szerves oldószer használata miatt a munkakörülmények gondos ellenőrzésének szükségessége..
Galvanizált
A horganyzás különösen sima és pontos cinkbevonatot hoz létre a fém felületén. Hasonló horganyzási technika magában foglalja a bevonat felvitelét elektrokémiai expozícióval. Alkalmas vezetőképes és nem vezető anyagokhoz. A galvanizált bevonat vastagsága általában 20-30 mikron.
A fém galvanikus horganyzása során a lerakódott bevonatot pontos és egyenletes méretű, fényes, dekoratív bevonattal kapjuk. Az ilyen bevonatok tapadását molekuláris erők biztosítják, amelyek az alapfém és a cink molekulák kölcsönhatása során figyelhetők meg. Az ilyen kölcsönhatás erősségét befolyásolja, hogy a bevonandó termék felületén bármilyen fólia (oxid vagy zsíros) van, amelyet a tömeggyártásban nem lehet teljesen elkerülni..

Az elektrolízis horganyzási technológia a következő: horganyzható acélszerkezet és cinklemezek merülnek egy elektrolittartályba. A lemezek és a termék áramforráshoz vannak csatlakoztatva. A cinkanód elektrolízis közben feloldódik, leülepedik az acélrész felületére.
A módszer előnyei közé tartozik a jó dekoratív szempont. Ugyanakkor az elektrolitikus horganyzási eljárásnak van egy súlyos hátránya: a horganyzás ára nem csak a cink és az elektrolit költségéből áll. Az elektrokémiai horganyzás veszélyes hulladék képződését kíséri, ezért a szennyvizet meg kell tisztítani a cinkből, ami meglehetősen költséges eljárás..
Termikus diffúziós cink bevonat
A termikus diffúziós horganyzás egy másik típusú horganyzás. A TDZ technika régóta ismert. Először Angliában alkalmazták a 20. század elején, és “sherardization” -nek nevezték. Ezt követően kissé feledésbe merült, és helyet adott más horganyzási módszereknek. A kilencvenes évek óta azonban ismét megnőtt az érdeklődés a technika iránt..
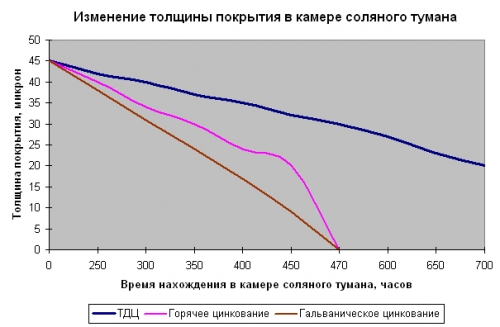
A termikus diffúziós horganyzás lényege, hogy cinkbevonat képződik a vas felületén, mivel a cink atomok 2600 fok feletti hőmérsékleten a gőzfázisba kerülnek, ami megkönnyíti azok behatolását a vas hordozóba. Ennek során a legbonyolultabb fázisszerkezetű vas-cink ötvözet keletkezik. A TDZ horganyzási technológiát akkor alkalmazzák, ha 15 mikronnál vastagabb cinkréteget kell létrehozni..
Ilyen bevonat képződése csak magas hőmérsékleten és zárt térben lehetséges muffelekben vagy replikákban, amelyek cinkkel bevont részekkel és cinket tartalmazó porkeverékkel vannak megtöltve. Ebben az esetben a fémtermékek hasonló szakaszokon mennek keresztül, mint a tűzihorganyzás során, és a végén egy forgódobos kemencébe töltik őket, ahol az anyagot cinkkel vonják be..
A TDZ technikának számos előnye van más horganyzási módszerekkel szemben:
- a horganyzás környezetvédelmi szempontból biztonságos;
- a kapott bevonatnak nincsenek pórusai, és a diffúziós réteg miatt nagy tapadás jellemzi az aljzatra;
- a cinkbevonat védőképessége ötször nagyobb, mint a galvanizált bevonatoké;
- a bevonat vastagsága széles tartományban változik;
- a bevonat pontosan reprodukálja a legbonyolultabb konfigurációjú alkatrészek alakját (lyukak, menetek, üregek, belső felületek, repedések);
- a technológiai hulladék nem igényel ártalmatlanítást.
De ugyanakkor a TDZ technikának vannak hátrányai, például a cinkbevonatnak nincsenek dekoratív tulajdonságai – a bevonatot fény nélkül, sötétszürke színben kapják meg. Termelékenység – viszonylag alacsony, káros cinkpor -aeroszolok vannak jelen, gyakran előfordulnak cinkbevonat hibák, például egyenetlen vastagság.
Gáz-termikus horganyzás
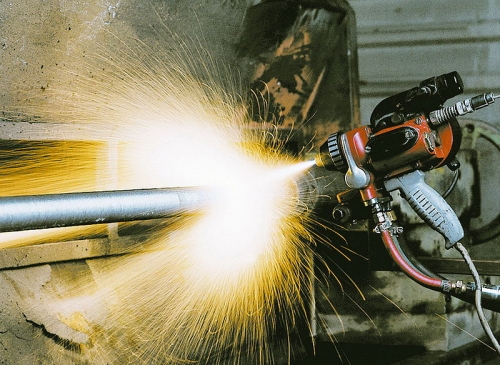
A permetező horganyzás során a fémet cinkkel vonják be az alábbiak szerint: a fémet por vagy huzal formájában megolvasztják, és cinket permeteznek a termékre gázáramban. A fémező gázhőbevonatok optimális megoldást jelentenek a nagyméretű fémszerkezetek korrózió elleni védelmére, amelyeket nem helyeznek galvanikus fürdőbe vagy olvadt cinkkel ellátott edénybe..
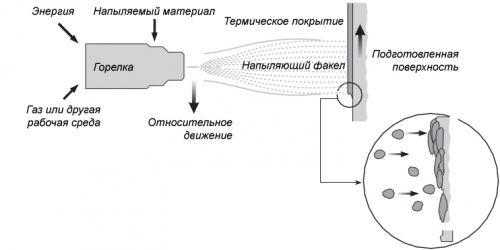
Az olvadt cinkrészecskék deformálódnak, amikor a fémfelületre ütköznek, és úgynevezett “pehely” bevonatot képeznek. Ugyanakkor porózus bevonat képződik, amelyet festék és lakk formájában töltőanyaggal kell bevonni. Az ilyen kombinált bevonatok hosszú távú védelmet nyújtanak különböző használati körülmények között – tenger és édesvíz, légköri feltételek.
Horganyzás otthon
Mielőtt galvanizálást végez saját kezével, a terméket elő kell készíteni és megfelelően meg kell tisztítani a felületet. Minél jobban teszi ezt, annál simább és erősebb lesz a cink. Ezután a fém részt aktiválni kell, ehhez mártsuk kénsavba 2-10 másodpercig. Ezután azonnal öblítse le, vízbe merítve, és folytassa az eloxálást.
A horganyzó berendezések az alábbiak szerint gyárthatók. Válasszon inert anyagból készült edényeket – vinil műanyag vagy üveg. Ha az alkatrész kicsi, akkor akár egy liter edényt is vehet. Fontolja meg az elektróda és a termék, amely a második elektróda, rögzítésének lehetőségét. Rögzítse az elektródákat egy rézhuzalra.
Vegyen egy 2-6 amper, 6-12 voltos töltőt áramforrásként. Elméletileg az otthoni cinkeléshez használt elektrolit szinte bármilyen só lehet, amely vízben oldódik, a gyakorlatban könnyebb előállítani egy cinksót. Vehet akkumulátoros elektrolitot (híg kénsavat), tegyen bele cinket. A reakció leállítása után a cink marad, a sav pedig a sóba kerül. Ha a sav túl koncentrált, cink -szulfát kristályok jelennek meg az alján, majd enyhén hígítsa fel az elektrolitot vízzel.
Ezután szűrje le az elektrolitot, és öntse egy horganyzó edénybe. Cink -elektródát készíthet egy darab cinkből úgy, hogy lyukat fúr, és felakasztja egy rézhuzalra. A felületnek meg kell felelnie a munkadarab területének, az alaknak laposnak kell lennie, és könnyen el kell meríteni a tartályba. Egyébként egy darab cink megvásárolható bármely fémgyűjtő helyen..
Hozzon mínuszt a termékhez, és pluszt a cinkhez, a cink -elektróda „feloldódik”, és cinkréteg rakódik le az alkatrészre. A legnehezebb dolog, amikor horganyzóberendezést használ, és maga a horganyzási folyamatot végzi, a horganyzási mód: cinkpor lerakódhat a terméken, amely könnyen eltávolítható ronggyal, vagy esetleg erős réteggel, ez utóbbi lehetőségre van szüksége..
A következő tényezők befolyásolják a cinkbevonat minőségét:
A fentiek elemzése után ne feledje, hogy célszerű növelni az elektródától való távolságot, két cink -anódot használni, csavarni az alkatrészt, kísérletezni. Lehetőség van horganyzásra 2 vagy 3 rétegben, az éles széleken lévő képződmények közbenső eltávolításával.
Így, amikor különféle fémtermékekkel dolgozik, gyakran meg kell küzdenie a korrózió okozta károkkal. A fém és az acél szilárd szerkezetű, de nem mentheti meg őt ettől a csapástól. Ezért a különösen korrózióra hajlamos fémszerkezetek és szerkezetek védelme érdekében ideális megoldás a horganyzási technológia-a tűzihorganyzás, a hidegfestés, a galvanizálás, a gáz-termikus cink permetezése és a termikus diffúziós horganyzás-alkalmazása..