
DIY porfesték

A szárazfestés új technológiái jelentősen leegyszerűsítették és felgyorsították a fémtermékek festésének folyamatát. A “por” feldolgozáson átesett tárgyak további védő tulajdonságokat szereznek, és magas dekoratív tulajdonságokkal rendelkeznek..
Ön maga is porfesthet. Ehhez elő kell készíteni a helyiségeket, felszerelni a festőműhelyt és a szárító kamrát. Tekintettel a technológiai folyamatra és a biztonsági követelményekre, lehetőség lesz kiváló minőségű festésre.
A porbevonat megkülönböztető jellemzői a folyékony technológiától
A porfestés részben felváltotta a szokásos folyékony festési technológiát. Ez a festési módszer vált a fémtermékek, háztartási gépek, autók, ablakprofilok és egyéb fémszerkezetek gyártásának fő módszerévé. A porfestés bevált a raktári, kereskedelmi, ipari berendezések különböző részeinek festésében, valamint a csővezetékekben és olajkutakban..
A két festési módot összehasonlítva meg kell jegyezni a porfestés gazdaságosságát és környezetbarát jellegét. A porfestékek nem tartalmaznak gyúlékony, mérgező oldószereket, és maga az anyag is elég takarékosan fogyasztható – a legkisebb részecskék, amelyek nem rakódtak le a termékre, az újrafestéshez használatosak.

A por módszer fő előnyei a következők:
- magas fizikai és kémiai tulajdonságok (ütésállóság, hőingadozásokkal és korrózióval szembeni ellenállás);
- a bevonat jól illeszkedik a dombornyomott felületekre;
- nincs szükség a termék előzetes alapozására;
- a legtöbb esetben egy réteg porfesték elegendő a kívánt eredmény eléréséhez (folyékony módszerrel gyakran többrétegű festésre van szükség);
- alacsony anyagfelhasználás – a hulladék körülbelül 4%, a folyékony festékanyagok vesztesége – akár 40%;
- rövidített festési ciklus (körülbelül 1,5-2 óra); folyékony festék használata esetén időbe telik, amíg az előző réteg megszárad;
- a porfestékkel bevont termékek speciális csomagolás nélkül szállíthatók – a felületen védő polimer film képződik, megakadályozva a karcolások megjelenését;
- a porfesték tárolásához nincs szükség különleges feltételekre, ami nem mondható el a gyúlékony folyékony festékanyagokról;
- a porfestékekkel való festés folyamata automatizált – nincs szükség hosszú ideig a személyzet képzésére;
- a festés során nem bocsát ki fanyar szagot – az egészségügyi és higiéniai munkakörülmények javulnak a “folyékony” technológiához képest;
- a porfestékek ütés és hajlítószilárdság tekintetében felülmúlják a folyékony festékeket és lakkokat;
- nem maradnak cseppek a termék felületén;
- a kezelt bevonat tartóssága – tanulmányok kimutatták, hogy az átlagos élettartam körülbelül 20 év.

A jelentős előnyök listáját elemezve feltehetjük a kérdést: “Vannak hátrányok?” Íme néhány a porfestés hátránya:
- a festékfelhordási technológia kizárja annak használatát műanyag és fa festésére;
- a festési folyamat megszervezése nagy egyszeri beruházást igényel;
- a berendezés üzemeltetési lehetőségei némileg korlátozottak – a kis kemencét hatástalanul használják kis alkatrészek feldolgozásakor, és egy kis kamrában nem lehet nagy termékeket festeni;
- alacsony hőmérsékleten nehéz porfestést szervezni.
A porfestés elve
A technológia lehetővé teszi a termék festését száraz festékekkel. Hogyan lehetséges ez? Az egész festési folyamat két fő szakaszra bontható:
- porfesték felvitele;
- a fedél rögzítése.

A permetezés során a por legkisebb részecskéi ellentétes töltést kapnak, mint a festendő rész. Ismert, hogy a plusz és a mínusz vonzza, és a porfesték leülepedik a termék felületére..
Ebben a szakaszban a bevonat nem megbízható, és a kapott eredményt rögzíteni kell. A következő lépés a festék sütése. A festett tárgyat speciális sütőbe helyezzük. Melegítéskor a száraz por olvadni kezd, védőfóliát képezve a felületen. A termikus sütőben a hőmérséklet elérheti a + 250 ° C -ot – az érték a porfesték típusától függ.
A porbevonáshoz szükséges felszerelés
A porfestékekkel való munka speciális felszerelést igényel:
- festőkamra;
- permetező (szórópisztoly);
- szárító kamra.
A festőfülke korlátozza a száraz festékrészecskék terjedését, és megakadályozza a por, szennyeződés behatolását a gyártási területről vagy az utcáról. A kamrák jellemzően olyan szűrőrendszerrel vannak felszerelve, amely tisztítja a levegőt, és lehetővé teszi a fel nem használt festék akár 90-95% -ának befogását. Néhány permetezőfülke -modell visszatérő kilökővel, kipufogó ventilátorral és vezérlővel rendelkezik. A kamra egy vagy két nyílással rendelkezik. A termék az elülső nyíláson keresztül lép be, a hátsó nyíláson vagy a bejárati nyíláson keresztül lép ki.

Akciós fényképezőgép-modellek vannak, amelyeket egy darabból álló tárgyak feldolgozására vagy kisméretű gyártásra terveztek. Az ilyen berendezések optimálisan alkalmasak a „csináld magad” porfestés megszervezésére..
A száraz festékszóró a szórófülkében tartható, vagy külön megvásárolható. Permetező segítségével festékrészecskéket töltenek fel és permeteznek a termék felületére aeroszol formájában. A mindennapi életben kézi pisztolyokat gyakran használnak porfestékkel való festéshez. Vannak tribosztatikusak és elektrosztatikusak. A különbség köztük az, hogy az első változatban a festék a szórópisztoly csövének súrlódása miatt töltődik fel. A második változatban a berendezés elektrosztatikus mezőben működik a töltés megszerzésének elve szerint.

A drágább telepítések lehetővé teszik, hogy a permetező egy “áthaladása” nagyobb mennyiségű terméket fedjen le, így a teljes festési folyamat kevesebb időt vesz igénybe.
Szárító kamra – termikus sütő száraz festék újratöltéséhez és polimerizálásához. Az ipari kamerák elektromos és gáz. A legtöbb sütő vezérlőpanellel van felszerelve az automatikus kikapcsolási idő és a szárítási hőmérséklet beállításához. A színező tárgy a polimerizációs kemencében van 10-20 percig 160-200 ° C hőmérsékleten. “Garázs” körülmények között történő egyetlen festéshez néhány kézműves a maximális teljesítményre beállított elektromos fűtőtesteket használja. Ilyen szárítás esetén a legfontosabb dolog, amit emlékezni kell a tűzbiztonsági technikákra.!

A gyártóüzemekben speciális szállítási rendszert alkalmaznak a festési folyamat megkönnyítésére. A telepítés mozgatja az alkatrészeket a festési folyamat szakaszai között.
További felszerelésekre lehet szükség:
- ipari porszívó a szűrők tisztításához, amikor festéket cserél, és egyik árnyalatról a másikra vált;
- kompresszor – olyan esetekben szükséges, amikor a sűrítettlevegő -ellátás nem biztosított a permetező kamrában.
Fontos! A festési folyamat megszervezésekor ügyelni kell a jó szellőzésre, a megfelelő megvilágításra és a megbízható elektromos vezetékekre.
A porfesték kiválasztása
A filmképződés típusától függően minden porfestéket két fő csoportra osztanak: hőre lágyuló és hőre keményedő..

Az első csoport száraz festékei (ára körülbelül 200 r / kg) bevonatot képeznek kémiai átalakítások nélkül. A felületen fólia keletkezik a legkisebb részecskék összeolvasztásával és az olvadékok lehűtésével. A kapott film gyakran oldható és hőre lágyuló. Ebbe a csoportba tartoznak a polietilén, poliamidok, polivinil -klorid és polivinil -butirál alapú festékek. A beltéren használt termékek festésére hőre lágyuló festékeket használnak.
A porfestéshez használt hőre keményedő festék (ára 450-700 r / kg) oldhatatlan és nem olvadó bevonatot képez, amely ellenáll a kémiai és mechanikai hatásoknak. Ennek a csoportnak a kompozíciói alkalmasak a gépiparban gyártott alkatrészek festésére, ahol a tartósság, keménység és jó dekoratív tulajdonságok szükségesek a termékhez. A hőre keményedő festékek csoportja poliészter és epoxigyanta, poliuretán, akrilátok alapú készítményeket tartalmaz.
Csináld magad porfestési technológia
A folyamat szervezése
A fémtermékek festésének költsége meglehetősen magas. Pénzt takaríthat meg, és gondoskodhat porfestésről otthon. A technológiai folyamat megegyezik a professzionális műhelyben végzett munka szakaszaival. A lehetséges különbségek a használt hardverben vannak.

100-150 négyzetméteren lehet felszerelni egy kompakt festőműhelyt. Ez elegendő egy permetező kamra, egy termikus sütő, két raktár elhelyezéséhez (a késztermékek és a festési termékek elhelyezéséhez).
Fontos! A szórófülkét legalább öt méterre kell felszerelni a lehetséges gyújtóforrásoktól
A munkafolyamat megszervezésének tervezésekor az első lépés a festendő tárgyak méretének meghatározása. Kis tárgyak egyszeri festéséhez a “garázs” opció alkalmas. A nagy alkatrészeket, például az autó karosszériáját a legjobban teljes funkcionalitású kamerával lehet festeni.
A permetező helyiségnek tisztának és pormentesnek kell lennie. Amikor a kamerát garázsban szereli fel, alapos tisztítást kell végeznie. Az egységes festést egy körülbelül 5 atmoszféra nyomás alatt működő festőpisztoly biztosítja.
Felület előkészítése
A felület előkészítése a festéshez a leginkább fáradságos folyamat. A bevonat tartóssága nagymértékben függ a kivitelezés minőségétől. Az előkészítő tevékenységek több kötelező lépést tartalmaznak:
- a felület tisztítása a szennyeződésektől, portól, az előző festékréteg maradványaitól;
- a tárgy zsírtalanítása;
- fémtermékek korrózió elleni védelme;
- foszfatálás, amely javítja a tapadást – kötelező a szabadban használt vagy krómozott tárgyak festésére (alumínium termékek).
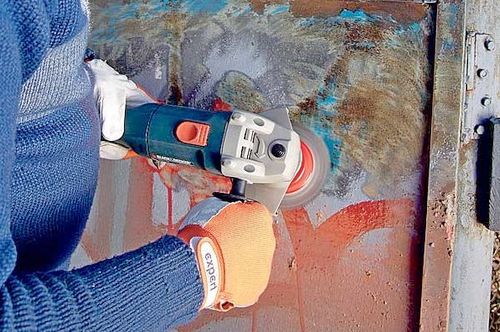
A felületkezelés történhet mechanikusan vagy vegyileg. Az első változatban csiszolótárcsát vagy acélkefét használnak. Alapos tisztítás után a felületet puha szivaccsal vagy más oldószerrel megnedvesített törlőkendővel meg kell törölni. A feldolgozás kémiai módszere magában foglalja a különféle speciális vegyületek – savak, lúgok, oldószerek és semleges anyagok – felhordását a felületre. Az eszközök megválasztását a szennyezés mértéke és a tárgy gyártási anyaga határozza meg..
Hasznos, ha a munkadarabra egy átalakító albevonatot visz fel. Ezzel a lépéssel megakadályozhatja, hogy a por, szennyeződés a festék alá kerüljön, és megakadályozza a bevonat leválását. A későbbi kezelés a felület foszfátozásából áll. Az utolsó szakasz, amelyet sok szakember ajánl, a passziválás – kezelés nátrium- és króm -nitrátokkal. Az eljárás megakadályozza a korrózió megjelenését.
A megtett intézkedések után a terméket le kell öblíteni és szárítani. Az elem készen áll a festésre.
Festék alkalmazása
Helyezze a feldolgozott terméket a permetező kamrába. A száraz festéket szórópisztoly segítségével egyenletesen vigye fel. A festés során célszerű olyan szitát használni, amely megakadályozza a festékrészecskék szétszóródását a helyiségben..

A festendő tárgyat földelni kell – erre azért van szükség, hogy a száraz festék töltött részecskéi megbízhatóan a felületen maradjanak.
Ha speciális kamrában fest, a “színes port” a garatba helyezzük. A kompresszor sűrített levegőt szállít, a festékrészecskék felvillanyozódnak, majd a szivattyú száraz festéket juttat a szórópisztolyhoz.
Bevonatképzés és festék sütés
A festett termékeket termikus kemencébe helyezzük, ahol a festékréteget megolvasztjuk, és egy filmet képezünk a bevonaton. Az elem körülbelül 15-30 percig a szárító kamrában van. Az olvasztási módot a porfesték típusának, a gyártási anyagnak és a termék működési körülményeinek, valamint a festőkemence típusának figyelembevételével választják ki.
A polimerizáció után az elemet friss levegőn lehűtjük. A teljesen lehűtött termék használatra kész.
Porfestés: videó
Biztonsági intézkedések
Soroljuk fel az alapvető szabályokat a száraz festékkel való festés biztonságának biztosítása érdekében:
