
Hogyan kell helyesen főzni ívhegesztéssel

Több évtizeddel ezelőtt még nem létezett olyan, hogy az emberek maguk választhatták meg, hogyan főznek fémet. Volt egy -két út. Napjainkban, a technológiai fejlődés és az anyagok minőségére vonatkozó követelmények korában sokféle módszer létezik a fémhegesztésre. Ezek közül a legoptimálisabb és leghatékonyabb az ívhegesztés. A legtöbb ember használja, ezért ez a legnépszerűbb módszer..
Tartalom:
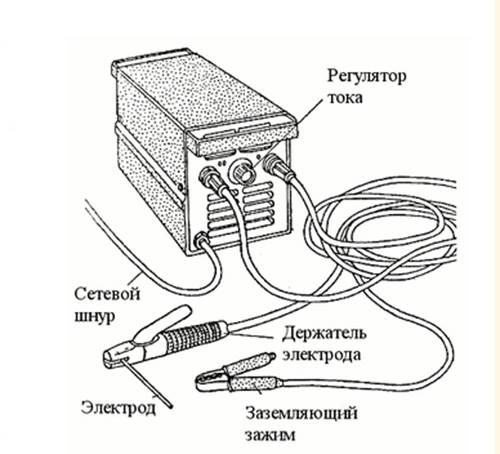
Az ívhegesztő gép működési elve
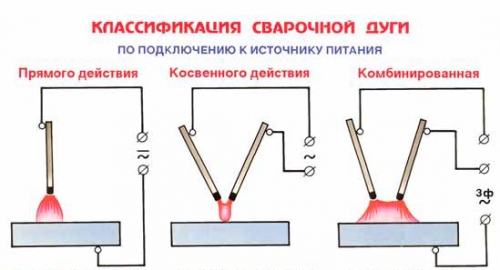
Az ívhegesztés előnye az ívhőmérséklet, amely eléri az 5 ezer fokot. Garantálja minden anyag hegesztését, mivel a legerősebb anyagot is meg tudja olvasztani. A maximális hőmérsékletű zóna az ívkisülésben koncentrálódik. Az ív iránya megváltoztatható egyenes ívre, és közvetett módon.
Tekintsük a különbséget a közvetlen és közvetett ív között. A hegesztési fém és az elektróda közötti tűz a közvetlen ívhegesztést jellemzi. Maguk az elektródák között egy közvetett ív kezd égni. Ebben az esetben az ötvöző fémeket nem dolgozzák fel a hegesztőárammal..
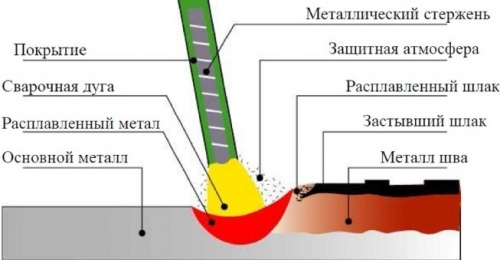
Az ív csak akkor gyulladhat ki, ha az áram áthalad az elektróda alján, és az elektróda vége érintkezik a fémmel. Ezt követően az ív égni kezd a folyamat során megolvadt fém és az elektróda alja között. Ezen ív után a hőmérséklet azonnal emelkedik, és a fém olvadni kezd. A fém, az olvadék és az elektróda olvadásával egyidejűleg.
Az olvadt fém kis mélyedéssel rendelkezik, és hegesztési medencét képez.
Ott tovább olvad a kiválasztott elektróda bevonatával együtt. Az elektróda megolvasztásakor egyfajta gázréteg képződik a fürdő körül, amely védi a salakfürdőt. Ha egy speciálisan kialakított bevonatot nem vittek fel az elektródákra, az olvadt fémet nem védi a salak. Ha valamilyen oknál fogva nincs szükség salakvédő gázra a hegesztési folyamat során, akkor gondoskodhat erről, és olyan ásványi részecskékkel és különféle vasötvözetekkel nem kezelt elektródákat választhat. Ezek az elektródabevonatok biztosítják a szükséges gázvédelmet a külső környezettől..
A hegesztőív nem áll meg, hanem előrehalad, ahogy behatol. Az ív elmozdulása miatt a hegesztett hely lehűl és megkeményedik. Lehűlése után láthatóvá válik a hegesztési varrat, amelynek kicsi salakbevonata van, amely kéregre hasonlít..
Különféle eszközök, amelyek lehetővé teszik a fém főzését: hegesztő transzformátor, egyenirányító, hegesztő inverter
Manapság óriási számú különböző anyag van, a hegesztésre vonatkozó követelmények nehezen elérhető helyeken, ezért a hegesztőgépre vonatkozó követelmények nagyon komolyak. Ez tükröződött a különböző hegesztőgépek számában, amelyek már három fő típusra oszthatók az AC vagy DC forrás szerint.
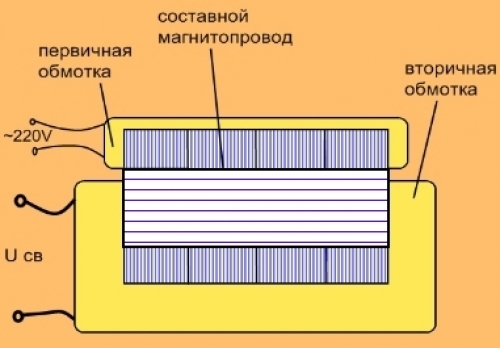
Hegesztő transzformátorok

Ez a legegyszerűbb megoldás a megfelelő áram megszerzésére. Működésének alapelve, hogy a hálózati feszültséget az optimálisra csökkentse a hegesztőgép működéséhez, amellyel a fő részének, a transzformátornak kell megbirkóznia. Transzformátor segítségével lehetetlen egyenáramot szerezni a kimeneten, mivel az csak a váltakozó áram kibocsátását teszi lehetővé. A munkavégzés során gyakran szükséges szabályozni a kibocsátott áram erősségét, amelyet a gyártók nem felejtettek el, miután úgy felszerelték fel a készüléket, hogy az elsődleges és másodlagos tekercsek mozgatásával megváltozik az áramerősség. Bár e módszer mellett számos más is létezik. De mivel rendkívül ritkán használják őket, nem kell részletesen beszélni róluk..
A hegesztő transzformátor minden szükséges képességgel rendelkezik a hatékony és pontos főzéshez, feltéve, hogy a váltakozó áramhoz speciális elektródákat választanak ki. Ebben az esetben a fém kiváló minőségű hegesztésének esélye csak nő. Mivel a beszélgetés a készülék minőségére és hatékonyságára irányult, egyszerűen nem feledkezhetünk meg a teljesítmény -együtthatóról (COP). Az a tény, hogy a hegesztő transzformátor kiváló eredményeket ér el – 90%. Mindig lesznek veszteségek a hatékonyságban (fűtés, külső környezet) minden eszköz esetében a különböző alkalmazásokhoz, és 10% viszonylag kis százalék. Érdemes megemlíteni, hogy sok erőfeszítést igényel csak a hűtés, de a hegesztés nagyon erős ventilátorokkal rendelkezik, amelyek több százszor lehűtik a hőmérsékletet..
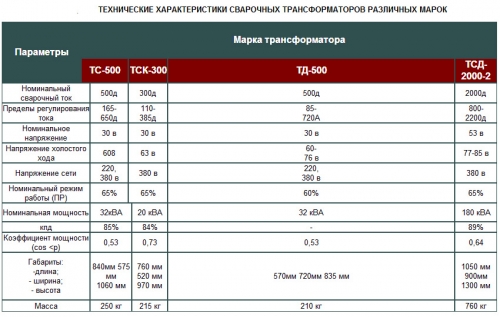
Mi lehet fontosabb, mint a transzformátorhegesztés hatékonysága? Természetesen költsége és tartóssága. Meglepő módon az ár alacsony és teljesen igazolja magát, és a berendezés élettartama a transzformátor hegesztőgép fő pluszja és ütőkártyája.
Hegesztési egyenirányító
Fő céljuk a feszültség kiegyenlítése, átalakítása és egyenáram létrehozása nem állandó áram felhasználásával. Ezeknek az eszközöknek a felépítése nagyon egyszerű: egy lefelé irányuló áramváltó, diódaegység (egyenirányító), valamint a védelmet szabályozó és indító rendszerek. Ha összehasonlítjuk ennek az egyenirányítónak az összetételét a transzformátorhegesztés alkatrészeivel, akkor teljesen lehetséges hangsúlyozni, hogy az egyenirányítók sokkal bonyolultabbak, mint a transzformátorok. Mi az előnyük, mert a gyakorlatban közvetlenül kiderül – sokkal stabilabban működnek – a hegesztőáram és az ív jobb tulajdonságokkal rendelkezik.
Ha az egyenirányítók minősége sokkal jobb, mint az előzőek, akkor a kapott varrat minősége is sokkal jobb..
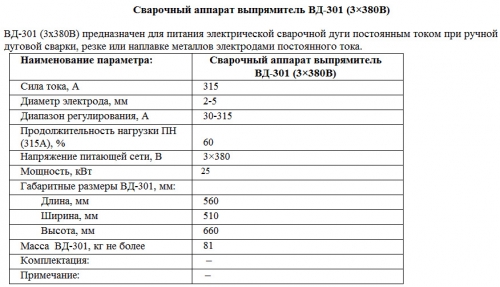
Ez nem mondható el a transzformátorok varratainak rossz minőségéről, de az egyenirányítók még jobbá és megbízhatóbbá teszik. Kis hátrányok még mindig jelen vannak: az egyenirányító nagy súlya és nagyon magas feszültség alatt működik, ami befolyásolja a hálózat feszültségének romlását működése során.
Modern hegesztőgépek – inverterek
Az is előfordul, hogy nincs elegendő feszültség az 50 Hz -es normál működéshez, és a transzformátorok, valamint az egyenirányítók használata bizonyos helyzetekben lehetetlen. Emiatt a jelenlegi technológiának köszönhetően széles körben gyártanak új, sokkal erősebb hegesztőgépeket. Invertereknek nevezik őket, és 500 Hz -nél nagyobb frekvencián működnek..

A teljesítmény továbbításához nincs szükség lenyűgöző méretű, de kicsi transzformátorra, amely mindenkor biztosítja az egyenáram áramlását. Ahhoz, hogy összehasonlítsa, hányszor kevesebb súlyú egy teljesítménytranszformátor a hagyományoshoz képest, az azonos áramparamétereikre kell építeni. A teljesítménytranszformátornak nem kell 20 kg vagy annál nagyobb súlyúnak lennie 160A áram előállításához. Ez 5-7-szeresére csökkenti a teljes inverter súlyát. Míg a hagyományos transzformátor nem tudja elkerülni a több tíz kilogramm tömeget.
A teljesen felszerelt inverter súlya nem haladja meg a 8 kg -ot (néha kevesebbet, de nem többet). Nagyon kényelmes és kompakt, mivel sokkal kevesebb erőfeszítést igényel az eszköz szállítása..
Az inverter alkatrészek kicsit olyanok, mint az egyenirányító.

Az inverter tartalmaz egy vonalszűrőt, két egyenirányítót, egy nagyon magas frekvenciákon működő váltakozó feszültségátalakítót és az utolsó vezérlőáramkört. Sokkal hosszabb ideig, megszakítás nélkül dolgozhatnak, mivel a munkája a lehető legstabilabb. Ezenkívül az inverter lehetővé teszi a hegesztő számára, hogy bővítse a hegesztőáram választékát. A kapcsoló a frekvenciaváltón található, és nagyon pontosan tud váltani a különböző áramértékekre. Ez egyszerűen szükséges, ha vékony elektródákkal kell főzni..
Bármilyen típusú hegesztőgép kiválasztásakor a hegesztőáram megengedett változási tartományára kell összpontosítania. Ez az indikátor jelzi aktív teljesítményét. Sok múlik a széles tartományon: az elektródák megválasztásán (nagy tartomány lehetővé teszi a nagy, de a kicsi elektródák használatát is). Az is fontos, hogy a készülék milyen gyorsan képes meggyújtani az ívet, a munka termelékenysége bizonyos mértékig ettől függ. Honnan lehet tudni, hogy egy adott eszköz gyorsan ütközik vagy lelassul? Nagyon egyszerűen ezeket a paramétereket kifejezetten az oszlopban található hegesztőgépek műszaki jellemzői jelzik – üresjárat. Ennek a paraméternek az ajánlott értéke 60-80V, ha több a jobb, és az ív azonnal meggyullad.
Elég ritka találni hegesztőgépeket, amelyek szén -dioxidot használnak, amelyeket félautomata eszközöknek neveznek..
Professzionális minőségű fémhegesztéssel rendelkeznek, meglehetősen vékony fémlemezekkel dolgoznak. A félautomata eszközök költsége nagyon lenyűgöző, ezért nem gyakoriak az otthoni hegesztési folyamatban, de széles körben használják felelősségteljesebb és nagyszabású szinten..
Bármilyen gépet is használ a hegesztő, transzformátor vagy inverteres hegesztés, még mindig nem tudja elindítani a folyamatot a hegesztőgép szerves része – az elektróda – nélkül. Ez azt jelenti, hogy az eljárás sikeres lefolyásának következő szakasza az elektródák kiválasztása bizonyos követelmények szerint és a fém anyagától függően.
Mik az elektródák, és hogyan ne tévesszen meg a választásuk?
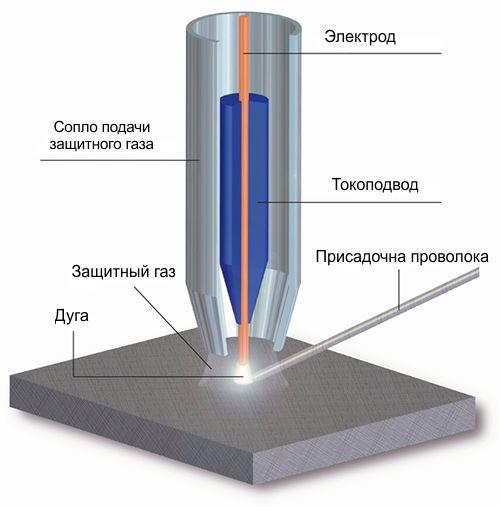
Az elektróda olyan, mint egy vékony fémrúd védőbevonattal. Valójában ez a helyzet, az elektróda a legtermészetesebb fémrúd, a képződött bevonat pedig vasötvözetek és ásványok. A fémolvasztás és a hegesztési tócsa kialakulása során megvédik azt, és védőgázréteget hoznak létre, amelyen keresztül a levegő nem tud belépni és oxidálni a hegesztő tócsát..
Az elektródának meg kell olvadnia a hegesztési folyamat során, és meg kell olvasztania a fémlemez kívánt helyét is. Ez úgy történik, hogy jelentős áramot vezetnek át az elektródán. Az elektródába belépő elektromos áram áthalad, és belép a helyre, ahol hamarosan varrat keletkezik, mivel az elektróda érintkezik a fémlemezekkel.
Az elektródák típusa különbözik:
- Öntöttvas, acél és acél hozzáadott ásványi anyagokkal.
- Olvadás a kapott keresztmetszettel.
- Nem fogyasztható ellenálláshegesztéshez..
Az elektródák nem szabványosak, és minden lehetséges átmérőben és hosszúságban kaphatók. A feladatoktól és a hegesztés összetettségétől függően vagy rövid hosszúságúakat választanak, amelyek csökkentik a feszültséget, vagy hosszúakat – fő feladatuk az ellenállás növelése.
Nem mindenki tudja, hogy a hegesztők megkülönböztetik a professzionális és a hagyományos elektródákat. A félautomata hegesztésnél csak az előbbit használják. Ezek volfrám elektródák, plazma. A működési elv ugyanaz – olvadás közben védőgázt bocsátanak ki.
Az elektróda bevonata, mint az már ismert, megvédi a hegesztőmedencét a levegő korrozív hatásaitól, de segít az ív egyenletesebb égésében is. Az elektródákon különböző bevonatok láthatók: savas, bázikus, cellulóz és mások, keveset használt.
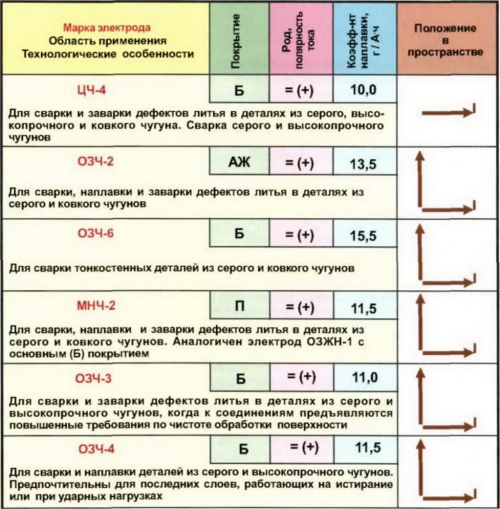
Az elektródák kiválasztásakor a legfontosabb, hogy csak azokat vásárolja meg, amelyek megfelelnek a hegesztési céloknak. A hegesztőgépek megválasztása közvetlenül megváltoztatja az elektródák típusát. Leggyakrabban az UONI-13 / NZh / 12×13 márkájú elektródákat használják. Ezeket alacsony ötvözött acél- és szénlemezekkel végzett munkáknál használják. Az R-3C-t váltakozó és egyenáramú hegesztésre használják. Ugyanazon anyagokhoz használják.
Csináld magad kézi ívhegesztési technológia
Minden háztartási munka, amely hegesztési munkát igényel, nem nélkülözheti kézi ívhegesztő gépet. Ez az eszköz még sok év után sem veszítette el relevanciáját, de még népszerűbbé és használatosabbá vált..
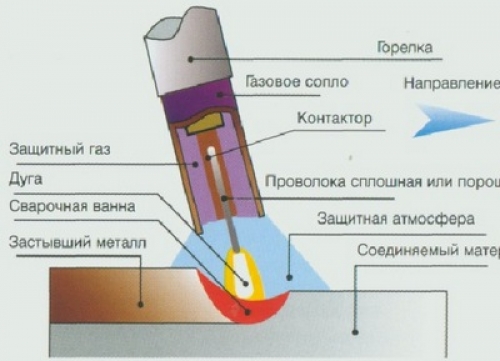
Az egyik létező módszer az elektródával történő hegesztés lehetősége, védőgázokkal együtt (argon kis mennyiségű oxigén hozzáadásával). Ebben az esetben az elektródákat infúziós és gyakran wolframot használnak.
Fontos megjegyezni a varrat minőségét. Annak érdekében, hogy a hegesztési hely kiváló minőségű legyen, és ne legyen meggyengült varrat, ki kell választania az anyaghoz megfelelő elektródákat (azonos minőségűnek kell lenniük a fémmel). Csak ezután az elektróda és a fém kémiai összetételének olvadása és keverése nem különbözik, és nem rontja azt. A kézi ívhegesztéshez egyenáram szükséges. Kivételt képez az alumíniumhegesztés, amelyet legjobb váltóárammal és fordított polaritással végezni. Ez azzal magyarázható, hogy az alumíniumnak van egy bizonyos rétege oxidfilmje, és viszont nagyon magas az olvadáspontja (több mint 1000 fok), és a váltakozó áram jobban megolvasztja.
Az argonnal történő hegesztés drágább a szokásoshoz képest, és nem büszkélkedhet gyorsasággal, de bátran mondhatjuk az ilyen típusú előnyeiről a termelési méretekben végzett munkához. Kezdő hegesztők számára nem ajánlott ezt az ívhegesztési módszert használni, mivel egy kicsit nehezebb jól elsajátítani és kezelni. A hagyományos kézi hegesztéshez használt elektródák egyszerűek, de vegyi elemekkel bevontak. Az egyik végüket fedetlenül hagyják, mivel a tartóba rögzítik..
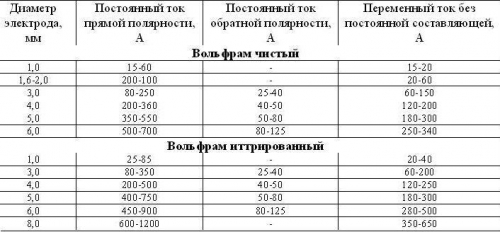
Tehát az első dolog, amire figyelni kell a kézi ívhegesztéssel végzett munka megkezdésekor, az aktuális erősség kiválasztása. A hegesztési áramerősség optimális választása jó hegesztési minőséget garantál. Azoknak, akik nem tudják, hogyan kell otthon kiválasztani az áramerősséget, nem kell idegeskedniük, hanem csak nézzenek bele a hegesztőgép dokumentációjába, ahol fel kell tüntetni a választást..
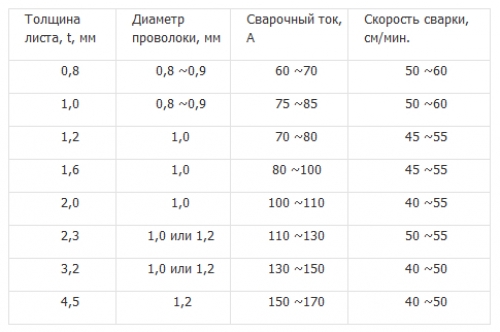
A következő lépés a hegesztés sebességének figyelembe vétele. Az elektróda mozgási sebessége az anyag vastagságától függ. Minél vastagabb a fém, annál tovább olvad, ami azt jelenti, hogy a sebesség enyhén csökken. A sebességválasztás fő mutatója a hegesztőmedence megtöltése olvadt fémmel. Az elektródát egy helyen kell tartania, hogy ez a fürdő megteljen, és néhány milliméterrel kissé megemelkedjen a többi fémréteg felett. Az elektróda túl lassú mozgatása szintén elfogadhatatlan, mivel a hegesztés, vagy inkább az olvadt fém elkezd terjedni és zavarni a további folyamatot.
A munka nagyon fontos pontja a hegesztési ív meggyújtása. Megjelenése alapján kezdődik a fémhegesztés folyamata. Több módon is meggyújtható, azonban a legaktívabban alkalmazott módszer az elektróda és a kiválasztott fémlemez felülete közötti érintkezés. Nincs különbség az érintés és a csapás között, mindenesetre ívnek kell megjelennie. Ezeket a műveleteket csak új elektródával hajtják végre. Minden kezdő vagy tapasztalt hegesztő megkönnyíti és félelmet nem ér. A hegesztési ív előidézésére szolgáló másik módszer minden nehezen elérhető és kevéssé ellenőrzött helyre való. Az ív kiváltásához meg kell érintenie a fémfelületet az elektródával, majd néhány millimétert vissza kell vennie. Feltétlenül helyezze az elektródát derékszögbe (függőleges)..

Hogyan kell hegeszteni a szögben és átfedésben elhelyezett felületek varratait?
Feltéve, hogy az elektróda a felületekhez képest 45 fokos szögben van, magabiztosan megismételheti, hogy a varrás nagyon jó minőségű lesz, és az eredmény pozitív lesz. Ebben az esetben a felületek legjobban “L” alakúak. Csak a két felületnek ebben a helyzetében lehet nagy keresztmetszetű varratokat hegeszteni.
Két átfedő elem van elhelyezve rövid ívvel, miközben az elektródát ide -oda mozgatva felmelegíti a teljes felületet. Fontos a teljes felület felmelegítése, mivel ez befolyásolja a fürdő folyékony fémmel való egyenletes feltöltését..
Biztonság vagy hogyan védje meg magát egy hegesztő számára?
A hegesztőgép védelmének és biztonságos munkavégzésének legfontosabb eleme a védőpajzs és a kesztyű. Ezek az elemek egyszerűen szerves részét képezik a hegesztésnek, és az ívgép bekapcsolása előtt viselni kell őket. Ha nem áll rendelkezésre arcvédő, hasonló típusú pajzsot használhat a hegesztő, de a másik kezével kell tartani. Az olvadt fém és a hegesztés látható lesz a védőüvegen keresztül. Érdemes megjegyezni, hogy nem kell folyamatosan a pajzsot tartani, a hegesztőgép bekapcsolásától a végéig. A plexi hátlapot tartalmazó biztonsági üveg csak ívütés közben védi a szemet..

A kesztyű mellett a hegesztőt speciális védőruhába kell öltöztetni, amely nem ég jól, ami azt jelenti, hogy az anyagok nem tudnak füstölni. A vászon és a bőr szövetek jól működnek. Munka közben nem garantálható, hogy egy csepp olvadt fém sem kerül a ruhákra vagy cipőkre, ezért a test minden részét védeni kell.
Annak érdekében, hogy ne sértse meg a biztonsági szabályokat, csak az eredetileg tesztelt berendezéseken kell dolgoznia.
Az utolsó fontos biztonsági megjegyzés a hegesztett alkatrészek rossz rögzítésével kapcsolatos. Ezt a szabályt sok otthoni hegesztési szerelmes elhanyagolja. Ez bizonyos esetekben nagyon veszélyes, mivel ellenkező esetben az anyag forró vagy megolvadt része a padlóra vagy a lábára eshet..