
Plasmasvejsning med egne hænder

Industrien i dag udvikler sig hurtigt. Hvert år dukker nye svejseteknikker op, som bliver populære i moderne privat byggeri. Disse metoder letter ofte arbejdet, men mister ikke deres sikkerhed og funktionalitet i sammenligning med de tidligere opfundne metoder. En af dem er plasmasvejsning og smeltning af dele..
Indhold:
Essensen af plasmasvejsning
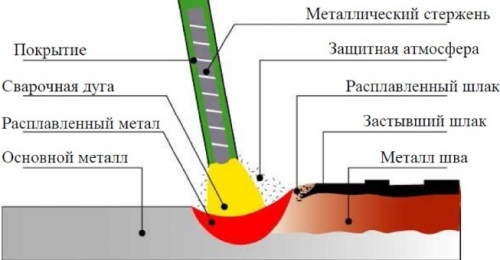
Plasmasvejsning bruges til lodning af rustfrit stål, stålrør og andre metaller. Plasmasvejsning er en proces, hvor metal smelter lokalt ved hjælp af en plasmaflow. Plasma er en ioniseret gas, der indeholder ladede partikler, der kan lede strøm..
Gassen ioniseres, når den opvarmes af en højhastigheds-komprimeret bue, der strømmer ud af plasmabranden. Jo højere gastemperaturen er, desto højere er ioniseringsniveauet. Lysbue temperaturen kan nå 5000-30000 grader Celsius. Plasmasvejsteknologi ligner argonsvejsningsproceduren. En almindelig svejsebue kan imidlertid ikke klassificeres som en plasmabue, fordi dens driftstemperatur er meget lavere – op til 5 tusinde grader..
Af alle typer påvirkning på metaller er det plasmasvejsning, der betragtes som den mest almindelige, fordi rustfrit stål, ikke-jernholdige metaller, speciallegeringer og nogle ikke-jernholdige metallegeringer er begyndt at blive brugt i moderne tungindustri, og for disse materialer gas og anden behandling anses for ineffektive.
Plasmabue er en mere koncentreret varmekilde, der giver dig mulighed for at svejse store, tykke metaller uden skærekanter. På grund af sin egen cylindriske form og muligheden for en betydelig forlængelse af længden giver en sådan bue dig mulighed for at udføre plasmasvejsning med egne hænder på svært tilgængelige steder, og når afstanden fra produktet til brænderdysen ændres..
Driftsprincip
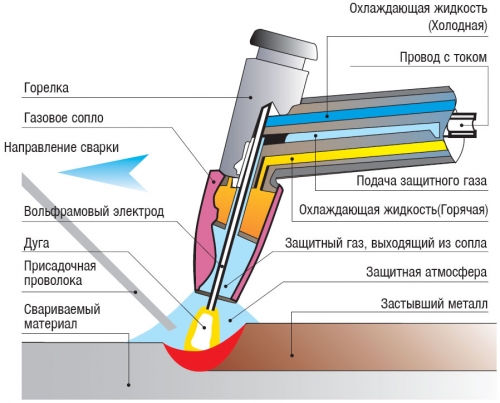
For at konvertere en konventionel bue til en plasmabue, for at øge effekten og temperaturen af en konventionel bue, er det sædvanligt at anvende to processer: kompression og proceduren for tvungen indsprøjtning af en plasma-dannende gas i lysbuen. I processen er det sædvanligt at bruge argon som en plasmadannende gas, undertiden med tilsætning af hydrogen eller helium. Argon skal også bruges som beskyttelsesgas. Materialet i elektroden er wolfram, aktiveret af thorium, yttrium og lanthan samt kobber og hafnium.
Buen komprimeres ved at placere den i en særlig plasmatron, hvis vægge afkøles intensivt med vand. Den laterale komprimering af lysbuen som følge af komprimering falder, og som følge heraf øges dens effekt – energien pr. Arealenhed.
En plasmadannende gas, opvarmet af lysbuen, blæses ind i plasma-buens område samtidig med kompression, ioniseres og øges på grund af termisk ekspansion i volumen med en faktor hundrede. Den kinetiske energi af ioniserede partikler, der er indeholdt i den plasmadannende gas, supplerer den termiske energi, der frigives i lysbuen som følge af igangværende elektriske processer. Derfor kaldes plasmabuer mere kraftfulde energikilder end konventionelle.
Ud over høj temperatur er hovedtrækkene, der adskiller en plasmabue fra en konventionel bue: en mindre diameter på buen, trykket på buens metal er seks til ti gange større end det i en konventionel bue, det cylindriske buens form sammen med den sædvanlige koniske, evnen til at opretholde buen ved lave strømme – ca. 0,2-30 ampere.
To skemaer for plasmasvejsning er mulige: Plasmabuesvejsning, hvor lysbuen brænder mellem emnet og elektroden, og en plasmastråle, når lysbuen brænder mellem plasmafyrerdysen og elektroden og blæses ud af gasstrømme. Den mest almindelige er den første ordning.
Fordelene ved plasmasvejsning
Følgende fordele ved plasmasvejsning og metalsmeltning skelnes i sammenligning med klassiske metoder:
- Du kan bruge en plasmasvejsemaskine i arbejde med næsten alle metaller – støbejern, stål, aluminium med sine legeringer, kobber med sine legeringer.
- Skærehastigheden af metal, der har en tykkelse på 50 – 200 millimeter, er 2-3 gange højere end ved udførelse af gassvejsning.
- Det er ikke nødvendigt at bruge acetylen, argon, ilt eller propan-butan, hvilket reducerer omkostningerne ved at arbejde med en plasmaenhed betydeligt.
- Fusionens og svejsesømmens præcision og procedurernes kvalitet eliminerer praktisk talt fremtidig kantning.
- Svejsemetal deformeres ikke, selvom det er nødvendigt at skære en kompleks konfiguration eller form. Plasmasvejsningsteknologi gør det muligt at skære på en uforberedt overflade – malet eller rusten. Ved skæring af en malet struktur antændes malingen ikke i buen.
- Sikkert arbejde, fordi der ikke bruges gasflasker ved brug af en plasmaskærer. Denne faktor er ansvarlig for miljøvenligheden af sådant arbejde..

Typer af plasmasvejsning
Plasmasvejsning alene betragtes i øjeblikket som en temmelig almindelig proces, hvis popularitet er ganske indlysende. Afhængigt af strømmenes styrke er der tre typer plasmasvejsning: mikroplasma, ved medium og høj strøm. Ved at vælge en bestemt type finder du ud af, hvor meget plasmasvejsning koster på egen hånd..
Mikroplasmasvejsning
Den mest almindelige anses for at være mikroplasmasvejsning. På grund af det høje gasioniseringsniveau i en særlig plasmatron og brugen af wolframelektroder, der har en diameter på 1-2 millimeter, er plasmabuen i stand til at brænde ved en ekstremt lav strøm, startende fra 0,1 Ampere.
Særlige lav-ampere DC-strømforsyninger er designet til at producere en pilotbue, der brænder kontinuerligt mellem en vandkølet kobberdyse og en elektrode. Når plasma -brænderen bringes til produkterne, tændes hovedbuen, der leveres fra kilden. Plasmadannende gas tilføres gennem plasmabrænderens dyse, som har en diameter på ca. 0,5-1,5 millimeter.
Mikroplasmasvejsning er en meget effektiv måde at fusionere produkter, der har en lille tykkelse – op til 1,5 millimeter. Plasmabuernes diameter når 2 millimeter, hvilket gør det muligt at koncentrere varmen i et begrænset område af produkterne og opvarme svejseområderne uden at beskadige det tilstødende område. En sådan bue undgår gennembrændinger, som er typiske for almindelig TIG-svejsning af tynde metaller..
Den vigtigste gas, der bruges som en beskyttende og plasmadannende gas, er argon. Afhængigt af det metal, der skal svejses, tilføjes forskellige tilsætningsstoffer til det, hvilket øger effektiviteten af plasmametalsvejsningsproceduren. Ved svejsning af stål er det tilrådeligt at tilføje 8-10% hydrogen til den beskyttende argon for at øge plasmabuenes termiske effektivitet. Ved svejsning af lavkulstofstål kan kuldioxid tilsættes argon, ved svejsning af titanium – helium.
Installationer til processen med mikroplasmasvejsning tillader svejsning i forskellige tilstande: pulserende eller kontinuerlig lige polaritet, bipolare pulser, kontinuerlig omvendt polaritet. Mikroplasmasvejsning bruges med succes til fremstilling af en tyndvægget beholder eller et rør, svejsning af bælge og membraner til dimensionelle dele, fremstilling af smykker og sammenføjning af folie..
Svejsning ved middelstrøm
Svejseprocessen ved gennemsnitlige strømme på 50-150 ampere har meget tilfælles med proceduren for argonbuesvejsning med en wolframelektrode. Det anses dog for at være mere effektivt på grund af det begrænsede varmeområde og store lysbueeffekt. Med hensyn til energikarakteristika indtager en plasmabue en mellemliggende position mellem en almindelig bue og en laser- eller elektronstråle.
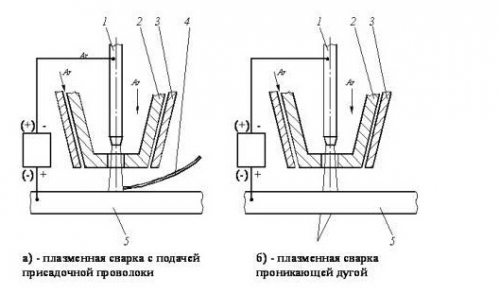
Mellemsstrøm plasmasvejsning garanterer en dybere penetration end traditionel lysbuesvejsning med mindre svejsebredder. Udover energikarakteristikken forklares dette også af det høje lysbue -tryk på svejsevandpytterne, hvilket resulterer i, at tykkelsen af de flydende metal mellemlag falder under buen og betingelserne for varmeoverførsel til dybden af uædle metaller er forbedret. Princippet om plasmasvejsning giver dig mulighed for at arbejde med fyldtråd.
Højstrømssvejsning
Svejsning ved en strøm på mere end 150 ampere har en endnu større effekt på metallet, da en plasmabue ved en strøm på 150 ampere svarer til en bue på 300 ampere ved svejsning af dele med en ikke-forbrugelig elektrode. Sådan plasmasvejsning ledsages af absolut penetration med udseendet af et gennemgående hul i poolen. Det er som at skære produkterne med efterfølgende svejsning.

På bagsiden af sømmene holdes metallet på plads af overfladespænding. Intervallerne for tilstande er meget begrænsede, fordi der kan forekomme gennembrænding under svejsning. Plasmasvejsning kræver en høj produktionskultur, overholdelse af emner og samlingsteknologier, omhyggelig levering af kølebetingelser for plasmasvejsemaskiner og kravene til deres drift. Selv mindre overtrædelser af plasmafakkelens køletilstand på grund af dysens høje temperatur og lille diameter fremkalder dens ødelæggelse..
Højstrøms plasmasvejsning bruges i legering og kulstoffattige stål, aluminiumlegeringer, kobber, titanium og andre materialer. Denne procedure kan i mange tilfælde reducere omkostningerne forbundet med klargøring af kanter betydeligt, forbedre sømmenes kvalitet og øge produktiviteten..
Plasmasvejsemaskine
I øjeblikket er flere typer svejsemaskiner tilgængelige for forbrugerne. Den første af dem er elektrisk svejsning ved hjælp af en svejsetransformator. Det menes dog, at denne metode allerede har overlevet dens anvendelighed. Den anden type enhed er en svejseomformer, en ret simpel, pålidelig og almindelig enhed til lysbuesvejsning. Den tredje er den mest avancerede og mest teknologisk avancerede plasmaskæremaskine.
Erfarne fagfolk og private håndværkere forsøger kun at bruge en plasmaenhed til svejsning og smeltning af metaller. Du kan stifte bekendtskab med denne teknik ved at se en video om plasmasvejsning og skæring af legeringer og metaller. Når du bruger en dedikeret plasmasvejsemaskine derhjemme, vil du bemærke, at der er lidt spild og en høj arbejdshastighed..
For at betjene en plasmasvejsemaskine er det kun nødvendigt med en stråle trykluft og elektricitet, og hvis der bruges en kompressor, kun elektricitet. Under drift kræver sådant udstyr udskiftning af plasmatrons dyse og elektrode, mens anordninger til oxy-fuel-behandling af metaller periodisk skal genopfyldes ved hjælp af re-certificerede gasflasker og additiver..

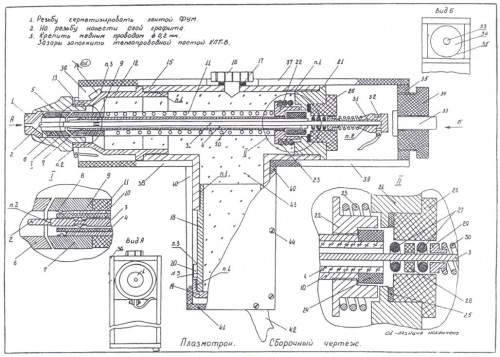
Plasmabue er normalt placeret i en særlig enhed til plasmasvejsning – en plasmabrænder. Plasmabrænderens overflade afkøles intensivt og kontinuerligt af en vandstrøm. Lysbuesektionen falder efter komprimering, og mængden af energi brugt pr. Arealenhed (plasmaflowets effekt) stiger.
Der er to typer plasmastråler – indirekte eller direkte handling. I det første tilfælde er aktive pletter i kæden placeret på røret og wolframelektroden; i det andet tilfælde kan de være placeret på wolframelektroden på dysens indre og laterale overflader. Plasmagasser beskytter metalrør mod luft.
Det er bedre at arbejde med en plasmafon i en stor garage eller på gaden, uanset at plasmasvejsning er en af de sikreste former for svejsning. Den eneste ulempe ved denne metode er vægten og omkostningerne ved plasmasvejsning og udstyr..
DIY plasmasvejsning
Plasmasvejsteknologi adskiller sig markant fra andre svejsningstyper. For at gøre dette skal du bruge fyldtråd, en plasmasvejser at arbejde med og elektroder.
Inden arbejdet er det nødvendigt at skærpe en kegleformet elektrode med en vinkel i størrelsesordenen 28-30 grader. Denne koniske del af elektroden skal nå 5-6 diametre. Keglens spids skal være stump med 0,2-0,5 millimeter. Ved installation af elektroden anbefales det at sikre, at symmetriaksen falder sammen med symmetriaksen for de plasmadannende dyser..
Svejseforbindelsen skal skæres på samme måde som ved argonbuesvejsning. Kanterne, kanterne og enderne på metallet skal rengøres med en stålbørste til en bredde på 3 centimeter. Hvis du skærede metal med plasma, skal du rense snitfladen til en dybde på mindst 1 millimeter. Hvis der er revner på den skårne overflade, er det nødvendigt at rengøre den, før defekten fjernes og affedte de rengjorte områder med et opløsningsmiddel.
I metalpladerne, der skal svejses, bør der ikke være huller større end 1,5 millimeter. Hvis det er muligt, skal du reparere dem med monteringsenheder og anordninger på en sådan måde, at leddets akser falder helt sammen. Ved hjælp af overdækkede elektroder påføres klæbemidlet, så klæbematerialet flugter med emnet af emnerne. Rengør om nødvendigt områderne i klæbemidlet. Kvaliteten af klæbepunkterne og hovedsvejsningen skal være den samme.
Hvis du er interesseret i, hvordan man laver plasmasvejsning, så husk, at proceduren anbefales at udføres på jævnstrøm. Beskyttelsesgas skal påføres svejseområdet 5-20 sekunder før lysbueslagningen. Det kan slukkes 10-15 sekunder efter svejsebuesafbrydelsesproceduren. Hold plasma -brænderen ikke mere end 1 centimeter fra produktet. Afbryd ikke lysbuen, hvis det er muligt under hele svejseprocessen. Hvis dette sker, er det værd at fjerne sømmen i en afstand på 15 millimeter til brudspunktet. Fortsæt med at skabe en svejsning bør også startes på forhånd..
Ved svejsning må metal ikke overophedes. Hvis materialet stadig opvarmes til en temperatur på mere end 100 grader Celsius, skal du holde en pause eller afkøle metallet med trykluft. For at opnå svejsninger af høj kvalitet med gennemtrængningsteknikken skal fakkelen flyttes jævnt og stabilt som i en automatisk maskine..
For at skabe svejsninger med den korrekte form er det nødvendigt at udføre plasmasvejsning med et fyldmateriale, der har en diameter på 1,5 millimeter og derover. Påfyldningstråden og brænderen skal udsættes for visse vibrationer med en amplitude på 2-4 millimeter. Sørg for, at enden af tråden, der skal smeltes, ikke slipper ud af beskyttelsesgaszonen. Derfor bør det ikke føres for pludseligt ind i svejsebadet. I slutningen af sømmen anbefales det at forsegle det svejsede krumtaphus med en dråbe smeltet metal, samtidig trække tilbage eller slukke lysbuen.
Plasmasvejsning er i det væsentlige en teknologisk proces, der er afhængig af ekstraktion og brug af plasma. Under svejsning bruges gas som hovedkilde, som gennem udsættelse for høje temperaturer i en kort periode bidrager til dannelsen af plasma. Prisen på plasmasvejsning vil glæde dig. Desuden er proceduren sikker for menneskeliv, fordi farlige iltcylindre ikke bruges i processen, men trykluft.