
Anodisering af aluminium og dets typer

Indtil nu er aluminium det bedste metal til alle slags håndværk. Det er let at håndtere, let, holdbart og ruster ikke. Aluminium har dog en ulempe – det er ikke særlig smukt. Malingen klæber ikke godt til det, og umalet aluminium bliver med tiden dækket af mørke pletter. Men du kan finde en vej ud af denne situation – det er værd at henvise til proceduren for anodisering af aluminium.
Indhold:
Formålet med anodisering
Aluminium har egenskaber at kombinere med ilt i et naturligt miljø og danner en beskyttende film på overfladen. Det er dette lag, der forhindrer metallet i at oxidere. Men sådan et naturligt oxid er i stand til at blive beskadiget, fordi det er meget tyndt.
Dette problem kan løses med en særlig anodiseringsproces, som hjælper med at gøre metallet mere modstandsdygtigt og holdbart over for eksterne faktorer. Efter proceduren truer korrosion ikke aluminium. Filmen, der dannes som følge af anodisering, er meget slidstærk, fordi den ikke med tiden skal af fra den forarbejdede del.
Desuden er anodisering ikke en proces til påføring af en beskyttende belægning, som det sker med forkromning eller zinkbelægning. I dette tilfælde dannes den beskyttende oxidfilm direkte fra selve det beskyttede metal. I øvrigt kan titanium, aluminium og magnesium anodiseres..
Anodisering under industrielle forhold udføres i 20% svovlsyre. Men det er farligt og ubelejligt at arbejde med det derhjemme. Heldigvis er en anden metode til anodisering kendt for at praktisere – ved hjælp af en opløsning af natriumcarbonat (sodavand) og natriumchlorid (almindeligt fødevaresalt).
Fordelene ved anodiseringsprocessen er som følger:
- Efter anodisering får aluminiumsprofilen store beskyttelsesegenskaber;
- Homogenitet og dis af metaloverfladen;
- Eliminering af alle skader (striber og ridser), der skyldes skader;
- Høje dekorative kvaliteter;
- Stor tykkelse af beskyttende metalbelægning.
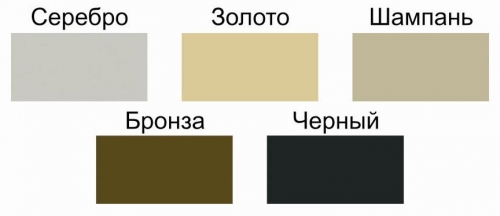
Ofte udføres anodisering for at forbedre de dekorative kvaliteter af aluminium og give metallet den ønskede nuance. Normalt vælger de følgende nuancer: mørkt eller lyst guld, perler, sølv med en mat glans. Farven kan ændres ved hjælp af almindelige anilinfarvestoffer til dette formål, som det er sædvanligt at farve tøj med..
Varm anodisering
Den varme anodiseringsprocedure er en let gentagen proces af aluminium ved stuetemperatur – 15-20 grader. Enkle manipulationer gør det muligt at opnå temmelig smukke flerfarvede belægninger efter maling i et organisk farvestof. Hvis du prøver hårdt, kan du opnå flere farver på én gang på en del..
Det er tilstrækkeligt at huske de gamle sovjetiske kanoner RPO-2, RPS-3, RPO-4 green, som er resultatet af processen med varm anodisering af metal. Farvestoffet var det velkendte apotek strålende grønt. Denne metode giver dig mulighed for at opnå store æstetiske resultater, men det er ikke uden sine ulemper..
Dele behandlet på denne måde udviser ikke en virkelig høj korrosionsbeskyttelse. I havvand, i kontaktzonen med aggressivt metal (rustfrit stål, titanium), forekommer der stadig korrosion. Den mekaniske beskyttelse af en sådan belægning er også ubetydelig – det er let at ridse den med en almindelig stålnål. I et særligt uheldigt tilfælde kan det “beskyttende” lag tørres af med hånden.
Imidlertid fungerer denne “lavkvalitets” belægning på den anden side som en glimrende base for yderligere maling. Hvilken stor vedhæftning af enhver maling til et givet lag er umuligt at forestille sig! Hvis du bruger epoxymaling, får du en meget god og ganske æstetisk beskyttelse. Malingen holder meget længe og fast. Mat nitro emaljer vil se godt ud.
Varm anodiseringsalgoritme:
Kold anodisering
“Kold” teknologi ved en behandlingstemperatur fra minus 10 til plus 10 grader blev opfundet af to grunde: høj kvalitet, styrke og hårdhed af anodelaget under kolde forhold; lav opløsningshastighed af lagoverfladen og høj lagtykkelse.
Faktisk vokser laget på metalsiden og opløses samtidig udefra. Lagets væksthastighed er omtrent den samme for begge processer. Men kold anodisering af dele viser en lav opløsningshastighed af den ydre beskyttelsesfilm. Derfor er det muligt at få et ret tykt lag. Men med en varm procedure når beskyttelseslagets ydre opløsningshastighed væksthastigheden for det indre lag, så det er umuligt at opnå et tykt lag med denne mulighed.
Den kolde anodiseringsproces kræver tvungen dyb køling. Dette er den eneste måde at skabe en smuk, hård og holdbar belægning. For eksempel vil en spydpistol med en sådan belægning ikke være bange for havvand med et hvilket som helst saltindhold. Og kun ved kontakt med titanium kan korrosion begynde i en fjern fremtid..

Den eneste mindre ulempe ved denne procedure er umuligheden af at farve laget med organiske farvestoffer. Farvningen af det beskyttende lag som følge af den kolde anodiseringsprocedure er en naturlig proces, der udelukkende afhænger af sammensætningen af legeringen, der behandles. Nuancer spænder fra grønlig oliven til næsten sort eller mørkegrå.
Kold anodiseringsalgoritme:
Anodisering af stadier
Hvert trin i anodisering af et aluminiumprodukt giver metallet en anden fordel. Forberedelsen til selve processen ligger i at nedsænke delen i en bestemt alkalisk opløsning, hvilket resulterer i, at aluminiumet renses fuldstændigt fra olier og forurenende stoffer..
Efter skylning i en kaustisk sodaopløsning fjernes et tyndt lag aluminium, der forstyrrer anodiseringsprocessen. Selve fremgangsmåden ved anodisering af aluminiumsdelen giver en tættere overflade, der tilvejebringer et lag oxidfilm. Dekorative anodiseringsøjeblikke er i stand til at give produktet en bestemt farve og glans.

Og komprimeringsprocessen hjælper med at lukke porerne i aluminium, som har en ret porøs struktur. Generelt er det klart, at anodisering er nødvendig for aluminium, hvis du planlægger at beskytte det mod korrosion og andre skader. Desuden kan anodisering give produktet et behageligt udseende. Du kan fuldføre denne proces derhjemme..
Typiske fejl ved anodisering
Som du forstår, er koldanodisering af aluminium den mest almindeligt anvendte overalt, hvilket resulterer i en meget hård og holdbar belægning med høj korrosionsbeskyttelse. Men i arbejdsprocessen begår almindelige mennesker ofte fejl, du skal gøre dig bekendt med de typiske for ikke at gentage dem i din praksis..
Elektrolyt temperatur
Hvis du under drift indstiller temperaturen til under -10 grader, vil du ikke kunne opnå den ønskede anodestrømstæthed på produktet. Uanset det faktum, at reostaten er skruet af til maksimum, og den spænding, der kommer fra strømforsyningen, er maksimal. Som et resultat af det lave niveau af strømtæthed vokser belægningen langsomt, og det viser sig at være farveløst..
Problemet er, at elektrolytens elektriske modstand ved meget lave temperaturer stiger meget, hvilket resulterer i, at din spænding ikke er nok til den “korrekte” strømtæthed. I dette tilfælde kan du gå på to måder: øg spændingen til 100 volt, hvilket er meget farligt, eller opvarm elektrolytten til -10 grader. Den anden mulighed er at foretrække.
Hvis du indstiller temperaturen over plus 10 grader, vil strømtætheden være korrekt, men anodelaget viser sig at være temmelig svagt, og der vil ikke være nogen farve, kun en grumset mælkeagtig skygge. Når tærsklen for den tilladte temperatur er overskredet, vil processen med anodisering af huset ændre sig i en kvalitativ retning, der går fra kold til varm, det vil sige forværres. Selv det allerede opbyggede kolde lag vil løsne og gradvist opløses, selvom farven ikke er helt tabt..
Anodets tæthed
Anodelaget vokser langsomt. Farven på det beskyttende lag vises pludseligt, når anodens strømtæthed er 1,5 – 1,6 ampere pr. Ved en lavere densitet vil laget vise sig at være farveløst eller uklart hvidt. Selvom dens holdbarhed vil være acceptabel.
Men det er bedre for en lille sikkerhedsmargen (hvis du begik en fejl ved bestemmelse af produktets overfladeareal) at overholde en densitet på 2 – 2,2 ampere pr. Du bør ikke hæve anodetætheden ved at øge strømmen over normen, hvis du vil have processen til at gå hurtigt. I dette tilfælde vil du blive hjemsøgt af raster og sammenbrud af en del..
I princippet er en høj strømtæthed tilladt ved anodisering derhjemme ved intensiv omrøring af elektrolytten og god varmefjernelse fra delen. Dette vil forkorte procestiden og gøre det muligt at opbygge et tykt beskyttende lag (i industrien kan der endda opnås et 2 mm anodelag). Men til dette skal du sørge for køling af dele af høj kvalitet under anodiseringsprocessen..
Husk, at varm elektrolyt er i stand til intensivt at opløse anodelaget! I løbet af få sekunder udsættes overophedningens mikrozoner fuldstændigt for hvidt metal, og der strømmer en strøm gennem dem, hvilket er flere gange mere end normalt. Og den lokale ætsning af metallet begynder. Produktet kan endda være halvt opløst på et par minutter..
Katodens tæthed
Hvis katodetætheden er for høj (katodens overfladeareal er utilstrækkelig i forhold til emnets område), vil dette ikke være et stort problem, når der bearbejdes små dele placeret i forskellige ender af fartøjet langt fra katoden. Men hvis du har brug for at anodisere et dimensionelt produkt i et lille bad, vil der opstå problemer: en tendens til udbrændthed og ætsning af delen.

Husk: katodens lille størrelse forårsager en ujævn fordeling af strømledninger over produktets overflade. Og dette medfører i sidste ende en øget risiko for udbrændthed. Gør derfor katodens område 2 gange delens område. Så under anodiseringsprocessen fordeles strømmen jævnt på overfladen af delen..
Kontakt af delen med affjedringen
Hvis delen har dårlig kontakt med affjedringen, vil du ikke kunne opnå den korrekte strømstyrke. Når der påføres strøm på produktet, forlader iltbobler derudover klemoverfladen og ikke fra overfladen. Eller de vil slet ikke danne sig. Dette problem opstår på grund af oprettelsen af en klemme af dårlig kvalitet.
Forskellige muligheder, der består i at pakke delen med aluminiumstråd, er ikke pålidelige. Klemmen skal have en gevindstål i aluminium. Kun sådanne designs gør det muligt at presse elektroden til produktet med tilstrækkelig kraft, hvilket sikrer pålidelig elektrisk kontakt.
Nu ved du, hvad aluminiumanodiseringsproceduren er, til hvilke metaller det stadig er egnet, og hvilke krav der stilles, når du arbejder med anodiseringsudstyr. Der er to typer anodisering – varm og kold. Den første mulighed har imidlertid allerede overlevet dens anvendelighed. Inden arbejdet påbegyndes, bør du helt sikkert sætte dig ind i typiske fejl for ikke at gentage dem..