
Gør-det-selv svejsning af støbejern

Svejsning af de fleste ståltyper derhjemme er ikke svært med det nødvendige udstyr. Men hvis du planlægger at svejse støbejern, som sammen med stål er det vigtigste konstruktionsmateriale, kan der opstå nogle vanskeligheder. Hovedfejlen i proceduren til svejsning af støbejern med egne hænder er den svejste samlinges lave kvalitet, som forklares med den mættede hærdning af metallet i svejseområdet – med andre ord med en stigning i støbejerns sprødhed i dette område og forekomsten af revner.
Indhold:
Støbejern som en legering
Støbejern er kendt som en jern -carbonlegering, det har et højere kulstofindhold – fra 2 til 6%. Dette høje kulstofindhold bevirker, at kulstof i støbejern i modsætning til stål er i fri tilstand. I støbejern er silicium, svovl, mangan og fosfor også til stede, mens der er mere fosfor og svovl i støbejernsmaterialet end i stål. Legeret støbejern indeholder tilsætningsstoffer af molybdæn, vanadium, nikkel og chrom.
For eksempel findes kulstof i det mest almindelige og anvendte grålige støbejern i form af grafitindeslutninger (husk at støbejern er udtværet), hvilket forårsager dets dårlige svejseevne. Også kulstof kan være til stede som cementit. Og afhængigt af typen af tilsætningsstoffer skelnes hvidt, gråt og sejt jern..

Holdbarheden af jernholdigt metal, som støbejern også er rangeret til, gør det til det bedste materiale til at skabe gitter, porte og boligindretningsprodukter. Støbejernsbatterier og rør, som i dag kan findes i næsten alle hjem, selvom de er erstattet med moderne muligheder, og omkostningerne ved svejsning af støbejern falder, men værdien af dette materiale falder ikke fra dette.
Funktioner ved svejsning af støbejern
Støbejern er et meget brugt byggemateriale med lave omkostninger, høj bearbejdelighed og gode støbeegenskaber. Men støbejerns høje skrøbelighed og lave styrke fremkalder fejl under drift af mange dele fremstillet deraf..
Praktiske svejsere mener, at dårlig svejseevne af støbejern skyldes strukturen af materialestrukturen i bruddet. Støbejern, der har en fint spredt gråbrud, er lettere at svejse end støbejern, hvor bruddet er kendetegnet ved en grovkornet struktur og en mørk farve. Olierede støbejern og støbejern, der har været udsat for brutale miljøer, er stort set immun mod svejsning.
Ifølge sin kemiske sammensætning, fysiske egenskaber og struktur er støbejern klassificeret som en begrænset svejsbare legeringer. Derfor bør du altid overveje følgende funktioner ved støbejernsvejsning:

Den største vanskelighed, der ofte ledsager elektrisk svejsning og manuel lysbuesvejsning af støbejern, er forekomsten af kolde revner. Specialister, der arbejder med dette materiale, studerer omhyggeligt den generelle sammensætning af støbejern, tilstedeværelsen og andelen af kulstofindsatser. Ved at vælge den rigtige driftsmåde vil det være muligt at undgå ubehagelige konsekvenser..
Teknologiske foranstaltninger, der er rettet mod revner, omfatter: forebyggelse af overophedning af støbejern under svejsning, hvilket opnås ved hjælp af elektroder med lille diameter, svejsning med lav strøm eller tilfældigt; reduktion af belastninger, der opstår som følge af krympning af svejsemetal eller overflader opnået ved varm smedning og et fald i mængden af deponeret støbejern.
Forberedelse til svejsning
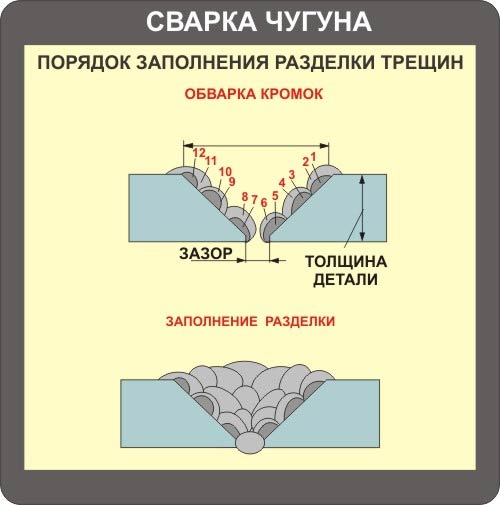
Husk, at du umiddelbart før svejsning, trods metoden til svejsning af støbejern, altid skal forberede kanterne på de tilsluttede dele eller skære defekte steder. Kanterne skrås med hånden ved hjælp af en metalmejsel eller et bærbart smykkerhjul med et fleksibelt skaft. For at undgå spaltning skal støbejern skæres i tynde lag, fordi spånernes tykkelse ikke må være mere end 0,8-1 millimeter..
Defekte steder skæres til rent metal ved hjælp af mejsler, skrabere, fræsere, bor, hvis dimensioner afhænger af fejlens dimensioner, produktets form og behovet for at skabe behagelige arbejdsforhold.
Under processen med at skære defekte pletter på støbejernsdele skal følgende regler overholdes:
- De skærer strengt langs revnen.
- Blinde revner bores i en afstand af 10 millimeter fra deres ender med en boremaskine, der har en diameter på 1-2 millimeter større end revnebredden, og de skæres ned til metallet.
- Gennem revner skal skæres fra den ene eller begge sider, alt bestemmes af metalets tykkelse og bekvemmeligheden ved at skære.
- På revner, der er for tæt på hinanden, er det sædvanligt at svejse på et plaster, som på huller.
Ved svejsereparationer skal huller i kanterne udjævnes ved at afskære skarpe vinkler med en mejsel. Sand overfladen af delen i en afstand af 30 millimeter fra kanterne af hullet ved hjælp af et slibeskive. Skær derefter et plaster ud af det bløde stålplade til den ønskede tykkelse og form. Lappen skal dække ethvert hul fra alle sider med 15-20 millimeter.
For at reducere de spændinger, der opstår i materialet under svejsning af støbejern derhjemme, skal du flange kanterne på plasteret i en vinkel på 30 grader. Plasteret placeres på produktet med en flange til støbejernsmaterialet og svejses med et overlap.
Varianter af svejsning af støbejern
Ifølge produktionskriterierne udføres elektrisk lysbuesvejsning af støbejern på en varm måde, hvor de dele, der skal svejses, forvarmes til en temperatur på 650 grader Celsius. Der er også en kold metode, når delene før svejsning kun opvarmes til en temperatur på 250 grader eller slet ikke..
Varm svejsning af støbejern
Varm svejsning af støbejern er meget mere kompleks end koldsvejsning, men det hjælper med at eliminere risikoen for revner i svejsernes overgangsområder. Under svejsning skal du prøve at jævnligt varme produktets overflade op, fordi årsagen til brud og revner er en alt for stor temperaturforskel mellem hovedelementet og sømmen..
Inden opvarmning af delene skal de fastgøres i en stiv ramme for at eliminere den belastning, der kan føre til revner under svejseprocessen. Hvis opvarmningen af støbejernsprodukter er af lokal karakter, er det ikke nødvendigt at bruge en stiv ramme. Det er sædvanligt at opvarme dele ved hjælp af induktionsvarmeanlæg ved hjælp af industrielle frekvensstrømme. Derudover kan du opvarme dem i ovne ved hjælp af flammelamper eller blæserbrænder..

Når svejsefejl, der er placeret i kanterne af en del eller svejser gennem revner, anbefales det at bruge grafitforme, som forhindrer flydende metal i at strømme ud af svejsepuljen. Det er sædvanligt at forberede forme ved hjælp af grafitplader, som er forbundet med en støbeform, der består af kvartssand, der er fugtet med flydende glas. Opvarmning udføres for ensartet afkøling af det færdige produkt for at forhindre forekomst af revner.
Umiddelbart før svejsning skal du forberede det defekte sted – grundigt rengjort for støv og snavs og dele for at danne hulrum for at give god adgang til manipulation af elektroderne i svejsezonen.
Når du arbejder, skal du strengt følge teknologien til svejsning af støbejern: observer mængden af smeltet jern under svejsning og rør det med enden af påfyldningsstangen eller elektroden. Det er værd at afkøle delen gradvist. Det bryggede sted bør ikke køle ned for hurtigt; det skal være dækket med kul, tørt varmt sand eller afkølet i en ovn. Små dele køler ned i 3 – 40 timer, større – op til 5 dage.
For at beskytte og deoxidere badet bruges borbaserede fluxer – for eksempel teknisk vandfri borax, kalcineret ved en temperatur på 400 grader. Denne svejsemetode betragtes i øjeblikket som den mest perfekte med hensyn til kvalitet. Varm svejsning af støbejern har imidlertid sine ulemper – vanskelige arbejdsforhold og omhyggelig proces.
Kold elektrode svejsning
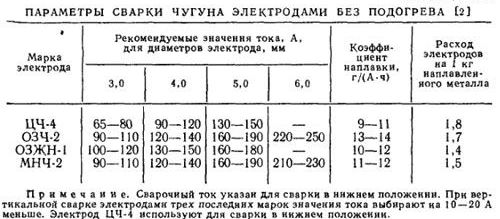
Under almindelige forhold, når der ikke er noget særligt varmeudstyr, og behovet for metalsvejsning er af en episodisk karakter, er proceduren til køling af støbejernsvejsning med specielle elektroder egnet. Til dette er OZCH-2-elektroder med en kobberstang, der er dækket af en særlig sammensætning, meget udbredt, såvel som MNCh-2-elektroder, hvis stang er fremstillet af en legering af nikkel, jern, kobber og mangan..
Metallet, som er deponeret med MNCh-2 elektroder, egner sig bedre til at skære, men sådanne elektroder er meget knappe og dyre. OZCH-2 elektroder er billige, de er lette at lave uden hjælp udefra ved at se en video om støbejernsvejsning.
OZCH-2 elektrode er en kobberstang, der har en elektrodebelægning indeholdende 50% metalpulver, 27% marmor, 7% fluorspar, 4,5% kvarts, 2,5% ferromangan, 6% ferrotitanium, 2,5% ferrosilicium, 0,5% sodavand. Lad dig ikke skræmme af det store antal komponenter, for når du laver en hjemmelavet elektrode, kan du bruge en færdiglavet belægning.
Fremgangsmåden til fremstilling af elektroder til svejsning af støbejernsmateriale er som følger. Fjern kobbertråd før belægning og affedt med ethvert organisk opløsningsmiddel. Skær belægningen af jernsvejselektroderne ved at knuse den og kombinere den i et 1: 1 -forhold med stålpulver eller små jernfilter.
Derefter omrøres alt omhyggeligt med vandigt glas. Dyp stykkerne af kobbertråd lodret i den resulterende cremede blanding og fjern dem langsomt fra belægningsmassen, så overskuddet når at løbe ud. I dette tilfælde skal tykkelsen af belægningslaget være mindst 1,5-2 millimeter. Elektroderne tørres først i opretstående position i luften og kalcineres derefter ved en temperatur på 250 grader Celsius ved hjælp af f.eks. En komfurovn.
Støbejernsvejsning med hjemmelavede elektroder udføres med en kort bue ved hjælp af en konstant strøm – på omvendt polaritet. Brud til afkøling af metallet til en temperatur på 50 grader er uigenkaldelige. Med elektrodediametre på 3-5 millimeter når svejsestrømmen 90-180 ampere. For at sikre svejsning af høj kvalitet skal sømmen påføres i små sektioner, der har en længde på 30-50 millimeter, og smedet umiddelbart efter svejsning, dette forhindrer forekomst af revner i den svejsede søm..

Hvis du slet ikke har tid til at oprette elektroder, så husk, at der i huslige forhold opnås gode resultater ved at svejse støbejern ved hjælp af kombinerede kobberstålelektroder. Sidstnævnte fremstilles ved at vikle en spiral af messing eller kobbertråd, der har en diameter på 1,5-2 millimeter, over de belagte elektroder, der er skabt til svejsning af stål. Massen af en sådan spiral skal være 4-5 gange større end vægten af elektrodenes jernstang.
Ved anvendelse af kombinerede elektroder i henhold til teknologien til koldsvejsning af støbejern er det umuligt kraftigt at opvarme de dele, der skal svejses af støbejern, derfor udføres processen med en lav svejsestrøm i små sektioner “tilfældigt” med hamring af de erhvervede sømme og brud til afkøling af emnet.
Flammesvejsning af støbejern
På trods af at der findes mange metoder til svejsning af støbejern, forbliver den mest pålidelige gassvejsning, som giver dig mulighed for at opnå overfladebehandling af høj kvalitet, som vil have samme egenskaber som grundmaterialet. En lignende teknik bruges som regel til at reparere skader, f.eks. Vedhæfte en revet del af en struktur, gendanne et beskadiget hul.
Ved flammesvejsning er det let at udføre en mere ensartet og uhurtig opvarmning eller afkøling af støbejernsdelen. Som følge heraf skabes mere passende betingelser ved svejsningens og i svejsemetalets grænser til grafitisering af kulstof, og muligheden for forekomst af indre spændinger minimeres..
Men normalt indebærer teknologien til manuel lysbuesvejsning af støbejern med gas opvarmning af produktet. Lokal opvarmning udføres med en brænderflamme før arbejdsprocessen. Det er sædvanligt at bruge støbejernsstænger som fyldstof. De udfører svejsning med en almindelig eller karburerende flamme ved hjælp af flux fra borax eller konsistens: 56% borax, 22% kaliumchlorid og sodavand hver.
Et fremragende resultat demonstreres ved at svejse støbejernsmateriale med en gasflamme ved hjælp af messingstænger, hvis smeltepunkt er lavere end støbejernsmateriale. Processen udføres med deltagelse af borax eller borsyreflux og borax, der tages i lige store mængder. Kanterne på revner, der skæres i en vinkel på 80 grader, skal opvarmes til en temperatur på 900 grader, drysses med flux og fortinnes med en messingstang. Derefter skal hele rillen fyldes med messing uden at smelte støbejernet..
Således kaldes støbejern en legering af jern med kulstof, hvis indhold er 2 – 6,7%. Det er denne sammensætning, der forårsager vanskelighederne ved svejsning af støbejern. På grund af denne processes betydelige besværlighed, især for store produkter, anbefales det at tage hensyn til særegenhederne ved svejsedele fremstillet af støbejern og overvejende bruge koldsvejsningsteknologi..