
Hogyan készítsünk profilhajlítót saját kezűleg

A fémprofilok hajlítására különféle hajlítógépek használhatók, de a profilhajlító gép a saját előnyei miatt a legkényelmesebb közülük. De a drága tekercsformáló gép nem áll minden ember rendelkezésére. Azonban saját igényei szerint tervezheti meg. Mielőtt elkezdené, meg kell találnia, miért van szüksége házi készítésű profilhajlítóra. Próbáljuk meg együtt megérteni a profilhajlítás meglévő besorolását, kialakítását és működési elvét, az építés fő szakaszát és a hajlítási folyamatot.
Tartalom:
A profilhajlító gép célja
Manapság a profilhajlító gépet széles körben használják acél-, réz-, alumínium- és PVC -csövek fémből és profilokból történő gyártásához, valamint gáz- és vízellátó rendszerek fektetéséhez, amikor kábelt szerelnek be. Ennek a csodálatos berendezésnek köszönhetően hajlítsa meg a fémprofilokat. A profilhajlító géppel különféle nyersdarabok hajlíthatók: gerendák, téglalap- és négyzet alakú szelvények, csövek, szögek, csatornák, I-gerendák és fémrudak. Ez a készülék 360 fokos hajlítást tesz lehetővé minden korlátozás nélkül. A profilok lefedhetik a teljes profilt vagy csak annak egy részét.
Amikor a fémet megfelelő szögben kell hajlítani, leggyakrabban házilag készített, kézzel készített profilhajlító gépet használnak. Ez a speciális berendezés lehetővé teszi a fémprofilok hajlítását hideghengerléssel, az alkatrész előmelegítése nélkül. Ezenkívül a hengerformázó gépek lehetővé teszik, hogy egy- és váltakozó görbületű termékeket nyerjenek aszimmetrikus és szimmetrikus kontúrokkal..
A profilhajlító gép fő előnye a hajlítási teljesítmény egyetlen tekercsben. Fémprofilokat megmunkálhat vízszintesen és függőlegesen. A gépnek köszönhetően lehetőség lesz körök készítésére fémtestből. Lehetőség van spirál készítésére csőből vagy profilból. A gépek lehetővé teszik nyitott és zárt kontúrok készítését, valamint azokat, amelyek zökkenőmentes átmenetet biztosítanak.
Ma a profilhajlítók nagyon népszerűek az építőipar, az energetika, a tengeri, az autóipar, a sport, a petrolkémia, a bútorok és az elektromos ipar területén. A hajlítási folyamat a sugár mentén történik, és két fő mozdulatból áll: a munkadarabot hengerek közé gördítik, a felső vagy oldalsó görgők egyidejű megnyomásával..
Profil hajlító kialakítás
A hajlítóberendezés egy könnyen szállítható gép, mechanikus, elektromos vagy hidraulikus hajtással, kompakt méretekkel és viszonylag kis tömeggel, amelyet hideghengerléssel történő fémhajlításra terveztek. Az optimális görbületi paraméterek eléréséhez gyakran speciális fúvókákat használnak, amelyek segítenek a termékek széles skálájának feldolgozásában..
Négyféle görgőprofil hajlító rendszer létezik. A felső mozgatható görgővel ellátott szerelés a legegyszerűbb forma a munkájában alkalmazott mechanika szempontjából, mivel csak a felső görgő mozog. Az ilyen mechanizmus kialakítása eltérő: a felső kézi henger – reduktorral, hidraulikus – a felső görgő hidraulikus rendszerének vezérlésével. A görgők ilyen elrendezése lehetővé teszi a termék lehetséges hajlítási sugárának kiszámítását az anyag feszültségének kis hibáival vagy a profil deformációja során kismértékű gradienssel. A profilozó ilyen rajzai a leggyakoribbak jelenleg..

A bal oldali mozgatható hengerrel rendelkező modellek kényelmesek a spirálok görbítéséhez, és lehetővé teszik ugyanazok a funkciók végrehajtását, mint az előző profilhajlítók, az egyetlen különbség az oldalsó hengerhajtás mechanikájában van. A modellek CNC -vel vannak felszerelve, ezért az eredeti rajz alapján szabályozzák az alkatrész hajlításának és hajlításának gradiensét, vagy előre beállított hajlítási funkciókkal rendelkeznek.
A mozgatható alsó oldalsó görgőkkel ellátott hengereket elsősorban nagy profilok hajlítására használják, mivel a hajlítóerő egyenletesen oszlik el mindkét alsó hengerre, és a hajtás teljesen hidraulikus. Minden tengelynek saját helyzetszabályozója van, hogy a spirálok rugalmasak maradjanak. Ez a kialakítás a leggyakrabban használt, mivel a görgők egy kör szegmense mentén mozognak..
Azok a modellek, amelyekben minden görgő mozgatható, a legbonyolultabb kialakítással rendelkeznek, amely magában foglalja a korábbi gépek összes előnyét. Az ilyen saját készítésű profilhajlítók képesek elvégezni azt a munkát, amelyet az előző mechanizmusok külön végeznek..
A profilhajlító gép működésének elve
A fő különbség a profilhajlító gép és más csőhajlító gépek között abban rejlik, hogy a profilhajlító gép hengereléssel deformálja a fémet, és nem hajlítással. Minden profilhajlító hasonló működési elvvel rendelkezik. A profilhajlítást mereven rögzítik és rögzítik a keretben rögzített speciális lyukakon keresztül horgonycsavarokkal. A munka megkezdése előtt a profilhajlítást földelni kell, és ellenőrizni kell az elektromos és mechanikai csatlakozások épségét..
Az első üzembe helyezés előtt a görgőket száraz ruhával meg kell tisztítani a tartósító zsírtól, és ellenőrizni kell, hogy a hálózati feszültség megfelel-e a profil hajlítási jellemzőinek. Ezután a profilhajlítót üresjáratban 30 percig járatják. Ha a normál működéstől való eltérések fordulnak elő, a gép leáll, és a hibák megszűnnek..
A munkadarabokat megtisztítják az olajtól és ellenőrzik az anyag keménységét, amelynek azonosnak kell lennie a munkadarab teljes hosszában. Ezenkívül a görgőket a hajlított rész feldolgozására a következő sorrendben állítják be: először a támasztó- és nyomógörgők rögzítésére szolgáló anyákat csavarkulccsal csavarják le, majd a görgőket egy kulccsal a tengelyekre szerelik fel és anyákkal rögzítik, majd a nyomógörgőt a fogantyú segítségével a felső helyzetbe emelik.
A munkadarabot a tengelyek közé szorítják, majd nagy nyomás alatt hengerelik a tengelyek között, amint azt a videó is mutatja a barkácsprofil hajlításról, amely miatt a profil meghajlik. A görbületi sugár a felső tengely felemelésével és leengedésével állítható be. A kézi profilozóban a mechanizmust egy kar működteti, amelyet a kezelő forgat. Az elektromos profilhajlító gép az elektromos motornak köszönhetően működik.
Profilhajlító besorolás
Külsőleg a klasszikus profilhajlító betűre hasonlít "T". Ezeknek az eszközöknek több típusa létezik, amelyek műszaki jellemzőikben, minőségükben és árukban különböznek..
Elektromos profilhajlítók.
Az elektromos profilhajlító gépeket általában nagyméretű, masszív gépek formájában gyártják, ezért csak álló körülmények között használhatók. Ezzel együtt az ilyen profilhajlító gépeket kis keresztmetszetű profil hajlítására használják, ezért leggyakrabban kisiparban és otthoni műhelyekben használják őket. Ezt a berendezést nagy pontosság jellemzi, és tökéletesen fenntartja a csövek szilárdságát a hajlítási helyeken..
Az eltérítési szög különböző módszerekkel jelölhető. A mechanikus módszer használatakor speciális jeleket alkalmaznak, amelyek némileg emlékeztetnek az óra mutatóira. De a modern mód a digitális. Ennek a megközelítésnek köszönhetően az eltérítési szög elektronikusan jön létre, és a képernyőn figyelhető. Azonban egy ilyen eszköz drágább és nehéz..
Hidraulikus profilhajlító gép
A hidraulikus rendszert ipari méretekben használják. Ezeket a profilhajlítókat valódi szakemberek használják a csatornák vagy vízellátó rendszerek építésében, és ideálisak helyhez kötött körülmények között. Az ilyen típusú profilhajlítót az jellemzi, hogy csak a hálózatról működik. A fő előnyök a nagy sebesség, a mobilitás megőrzése, a könnyű használat, a felhasználó ne stresszeljen.
Kézi profilhajlítók
Ez a profilhajlító a legolcsóbb és legolcsóbb, akár magával is viheti. Ez a berendezés otthoni, garázsban vagy autószervizben használható, mivel a kézi profilhajlítók rajzai nem jelentik a gép professzionális képzését. Hátrányai a következők: nagy terhelés a felhasználóra, kényelmetlenség, hogy egy csövön több kanyart végezzen, csak vékony csövekkel dolgozzon, hosszú hajlítás több percig, gyakorlatilag ellenőrizetlen hajlítási sugár.
De még a felsorolt hátrányok ellenére is a kézi profilhajlító a legelfogadhatóbb megoldás az otthon számára. Ha a fűtés vagy a vízvezeték szerelésénél csak néhány rudat vagy csövet kell meghajlítania, egyszerűen nincs értelme drága szerszámot vásárolni. A kézi berendezések ezt nagyon jól tudják elvégezni..
A kézi tekercsek típusai
Otthoni használatra ideális a kézi profilhajlító gép. Ha nem tervezi hosszú ideig használni a profilhajlítót, akkor jobb, ha olcsó opciót vásárol, vagy saját kezűleg készít modellt. Tudnia kell, hogy a kézzel készített kézi tekercseknek több lehetősége is van, amelyek mindegyike a maga módján különbözik egymástól..
Az első lehetőség a leggyakoribb. A hajlításon átesett cső mentén speciális görgők mozognak, amelyek erővel hatnak rá és hajlítják. Ez az eszköz hajlítja a csövet a rögzített keret körül. Rozsdamentes acélból készült csövek esetén ez az opció ideális. Szinte minden modellje lehetővé teszi a cső 180 fokos hajlítását..

A második lehetőség a profilhajlítók, amelyek a hajlítási ponton speciális eszközzel préselik ki a csövet. A keretet a hajlított anyag felé mozgatják. Ez az opció kiküszöböli a hajtás lehetőségét a mozgó keret miatt, és nem ráncolja a hajlító anyagot. Racsnis mechanizmusokkal is fel van szerelve, amelyek jelentősen növelhetik a kéz erejét. Ez a profilhajlító egy kézzel is könnyen használható.
Ha nagyon vastag csövet kell hajlítani, akkor nem nélkülözheti a kézi hidraulikus profilozót – a legerősebb kézi opciót. Speciális hidraulikus dugattyúkkal van felszerelve, amelyek néhány tonna nyomást okoznak az alkatrészeken. A hidraulikus szerszámok 90 vagy 180 fokban hajlíthatják az alkatrészeket.
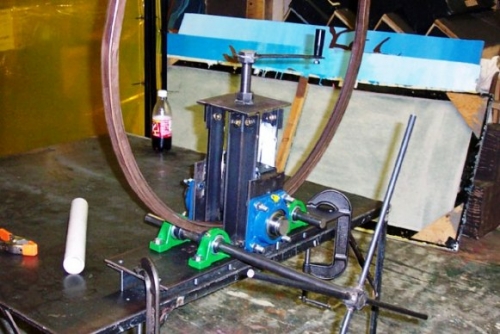
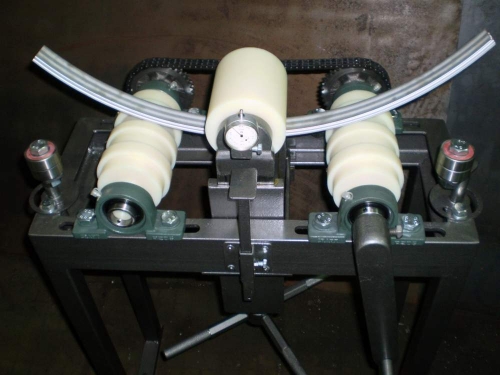
Profilhajlító készítése saját kezével
Ha profilhajlítót szeretne használni hatalmas mennyiségű munkához, akkor jobb, ha megvásárol egy speciális verziót, amely több funkcióval rendelkezik, és sokkal erősebb, mint a kézi. A cső egyszerű hajlításához azonban a kézzel készített berendezés ideális..
A kialakítás a cső átmérőjétől függ. Itt több lehetőség is lehet. Ha a cső átmérője nem haladja meg a 20 millimétert, a csövet meg lehet hajlítani egy betonlap segítségével, lyukakkal, amelyekbe acélcsapokat lehet elhelyezni. Így a cső áthalad a csapok között, és a kívánt szögbe és oldalra hajlik. Ha a csővastagság meghaladja a 25 millimétert, bonyolultabb barkácsprofilt kell kidolgozni.
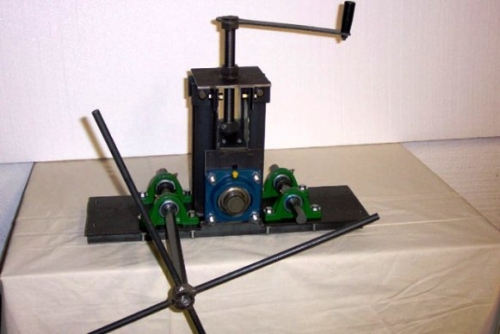
Ehhez két görgőt kell rögzíteni az alaphoz. A görgőknek keresztmetszetűnek kell lenniük az oldalsó élről. Ezenkívül az oldalfelület sugarának ugyanolyan átmérőjűnek kell lennie, mint a hajlított csőnek. A csövet be kell illeszteni a görgők közé, és rögzíteni kell a végét. A szabad végét a csörlőhöz rögzítik, majd aktiválják. Amikor a cső eléri a kívánt kanyart, megállíthatja a csörlőt.
Ezután szüksége lesz egy cementes hígtrágyára, amelyet homokból készítenek 1: 4 arányban (vagyis a cement egy részét négy homokrészre használják fel). Szüksége lesz továbbá vastag csőszakaszokra és körülbelül 70-100 milliméter átmérőre. Erre a célra ideális csatornákat használhat..
A talajon cementplatform készül, amelybe ezeknek a csöveknek a dugványait helyezik. Először szigorúan függőlegesen helyezik be a törmelékbe. Ezen elemek közötti távolságnak 40-50 milliméternek kell lennie. Ezt követően a területet cementtel töltik fel, de a csöveknek 90 fokos függőlegesnek kell maradniuk. Pár napba telik, amíg a hely megszárad..
A repedések, zúzódások vagy kidudorodások elkerülése érdekében ajánlott a csövet melegítés előtt feltölteni kvarc folyami homokkal. Ezt a technológiát sok építtető használja. A szilícium -dioxid homok előnye, hogy nem tartalmaz éghető szerves frakciókat. A homok meghatározásához kísérletezhet. Először szárítsa meg a homokot 150-300 fokos hőmérsékleten. Ezt követően átszitáljuk egy 1,5×1,5 -es hálószemű finom szitán, hogy elválasszuk a részecskéket, amelyek hevítéskor a cső falaira éghetnek. A megfelelő homok nem tapadhat a falakhoz.
Mielőtt megtöltené a csövet homokkal, dugja be annak egyik végét egy fadugóval, amelynek hossza 1,5-2 csőátmérő legyen. Kúpos arány 1:10 és 1:25 között. Amikor minden előkészítő munka befejeződött, kis mennyiségű homokot kell önteni a csővágásba, és sötét cseresznye színűre melegíteni. Miután a cső lehűlt, homokot önthet bele, és gondosan ellenőrizheti a falakat.
Ha a cső hossza nem haladja meg a 2 métert, akkor saját maga töltheti fel. Helyezze a csövet függőlegesen, és töltse fel a homokot kis adagokban. Itt érvényes a szabály: minden adag után fel kell emelni a csövet, és óvatosan meg kell ütni egy kalapáccsal. Folytassa ezt a munkát, amíg az üregek teljesen eltűnnek. Ezt a kalapácsütések üres hangjával kell jelezni. Ne feledje, hogy a homok nem érheti el a cső felső szélét körülbelül az átmérő méretével.
Fentről el kell dugni egy dugót, amelyben több nyílást előfúrnak a keletkező gázok kilépésére. A dugónak lehetőleg ki kell nyúlnia a csőből, hogy a munka befejezése után könnyen eltávolítható legyen. A kréta segítségével jelölést kell tenni a cső körül a legnagyobb hajlítás helyén, amelynek sugara kisebb legyen, mint a cső három-négy átmérője, mint a barkácsprofil hajlító fotón..
Ha a cső 90 fokban hajlik meg, a felmelegedési intervallumnak hat csőátmérőnek kell lennie. Ha a cső 60 fokos szögben hajlik, a fűtési intervallum négy csőátmérőre csökkenthető, és ha 45 fokos hajlítási szöget terveznek, a csőnek csak három átmérővel kell felmelegednie..
A fűtést le kell állítani, amint az összes mérleg lerepült a csőről. Ez a cső teljes felmelegedésének jele. Ha szikra jelenik meg a cső felületén, ez azt jelenti, hogy egyszerűen kiégett. A csövet egy bemelegítés során meg kell hajlítani. Ha több ilyen próbálkozás van, akkor ronthatják a fém szerkezetét..
Ne feledje, hogy a forrócső hajlító eszköznek sablonnal kell rendelkeznie, amely nélkül nehéz elérni a kívánt konfigurációt. Ezenkívül ne feledkezzen meg a biztonsági szabályokról: munka közben ne álljon a csőbe ütött fa dugó elé. Amikor a forró cső hajlítása véget ér, ki kell húzni a dugókat, és fel kell rázni a homokot. Így készül a kézi görgőkanyar..
Tekercsformáló gépet vásárolhat szaküzletekben vagy cégeknél, vagy megtanulhatja, hogyan kell hengerrúdot készíteni és saját maga összeszerelni. Ezt a lehetőséget maga is megteheti, ez nem igényel építési ismereteket. Ha a fenti tippeket használja a profilhajlító készítéséhez, a hajlítás során jelentkező nehézségek teljesen eltűnnek, valamint a drága szerszám vásárlásának szükségessége..